Baixado 70 vezes
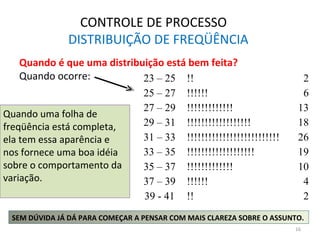
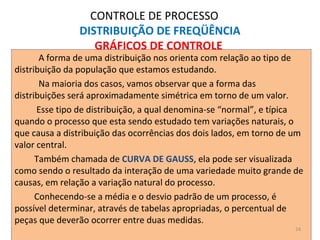

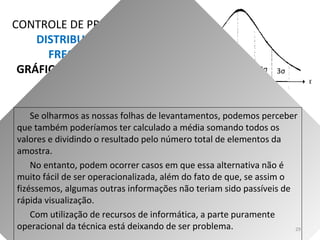
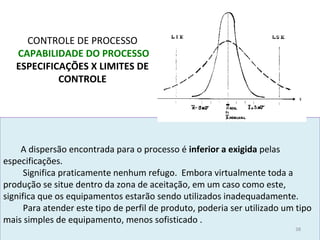
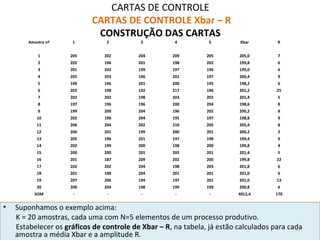
![Outra medida de dispersão é o consagrado desvio-padrão ( σ ), que nos dá
uma idéia do comportamento individual dos elementos de uma população no
que diz respeito à sua variação em torno da média.
Apesar de seu cálculo ser mais complicado, podem ocorrer situações em
que a sua utilização seja mais recomendada, por ex. em mecânica de precisão,
para fabricação de peças aeronáuticas, e outros.
Seu cálculo considera, então, as distâncias relativas à média de todos os
elementos de uma mostra. σ = SQRT[[ {SOM (Xi – Xbar)}2
] / (N – 1)]
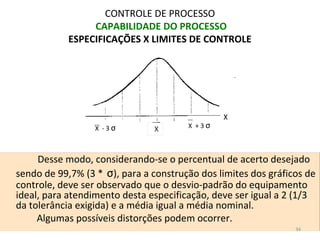
CONTROLE DE PROCESSO
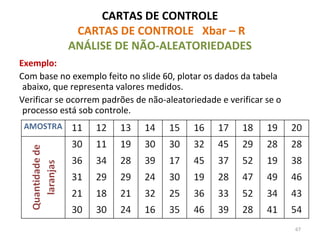
DISTRIBUIÇÃO DE FREQÜÊNCIA
GRÁFICOS DE CONTROLE
32
X - 3 σ X + 3 σ
X](https://image.slidesharecdn.com/aula6cursobsicocepfusco2-160301192909/85/Aula-6-curso-basico-cep-fusco2-32-320.jpg)
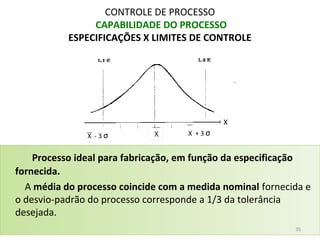
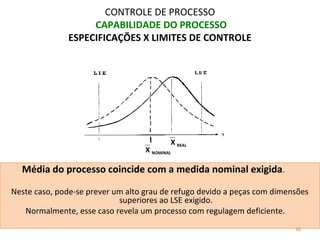
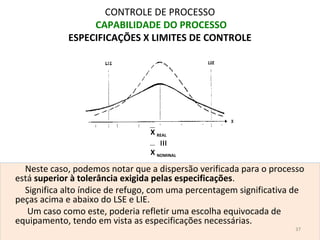
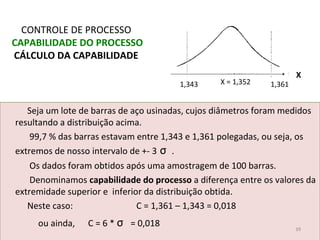
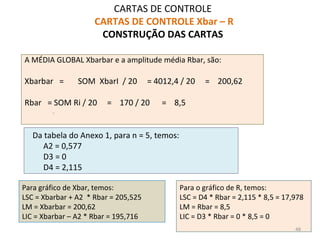
![CONTROLE DE PROCESSO
ESPECIFICAÇÕES X LIMITES DE
CONTROLE
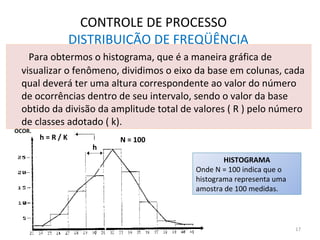
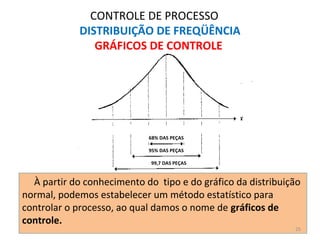
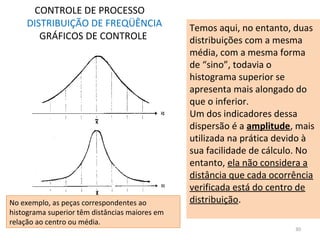
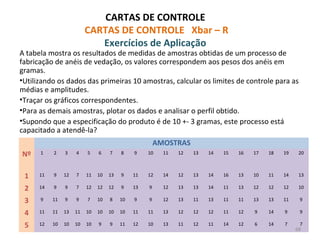
ATENDIMENTO DAS ESPECIFICAÇÕES
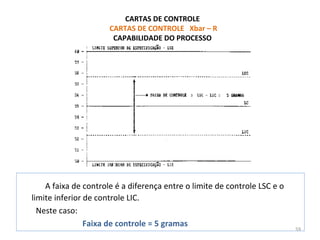
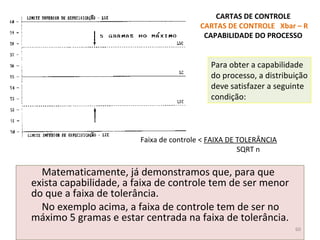
• Para que um processo seja considerado capaz, a faixa de controle deve ser no
máximo igual à faixa de tolerância. Neste caso:
(LSC - LIC) .
[ (Xbar + 3 * σ ) – ( Xbar – 3 *σ)]
• Caso o processo tenha um comportamento tal que sua faixa de controle seja maior
do que a tolerância exigida, significa que é necessário uma calibração mais fina
para aproximar seus resultados dos necessários.
• Implica em obter condições que permitam atingir resultados com menor desvio-
padrão.
Cp = = 1
43](https://image.slidesharecdn.com/aula6cursobsicocepfusco2-160301192909/85/Aula-6-curso-basico-cep-fusco2-43-320.jpg)
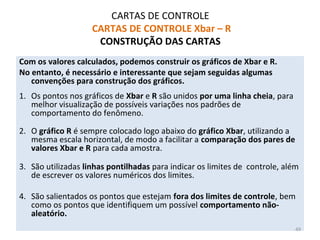
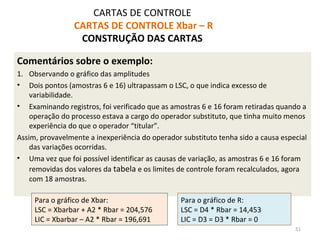
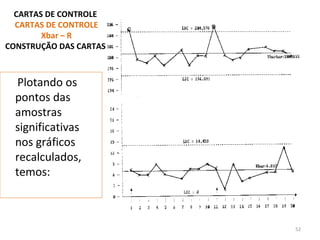
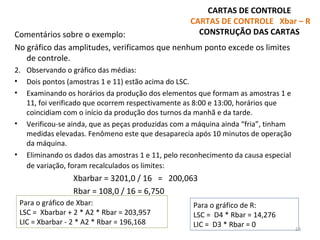
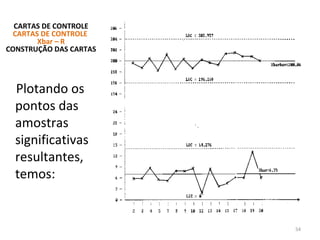
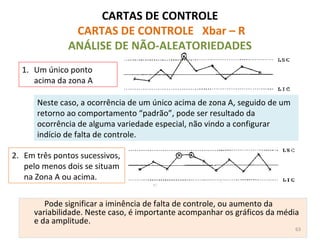
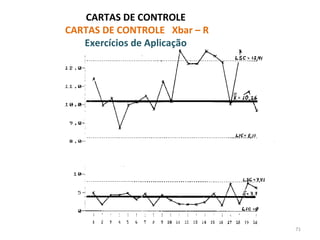
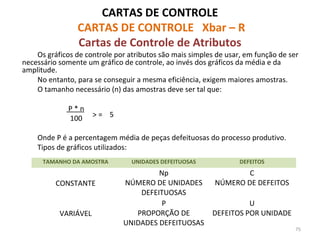
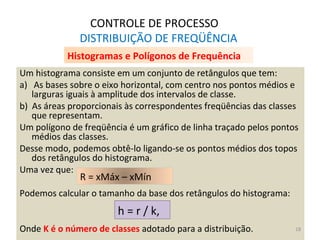
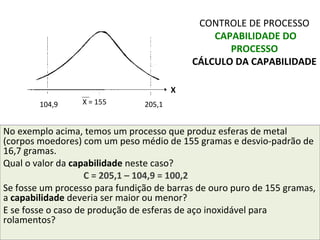
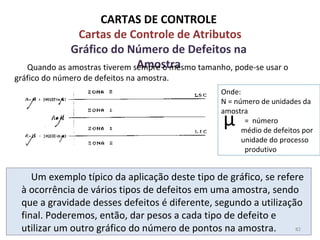
![CARTAS DE CONTROLE
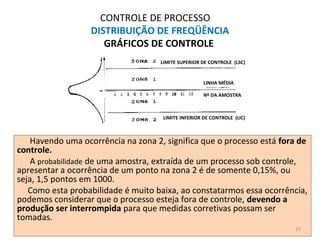
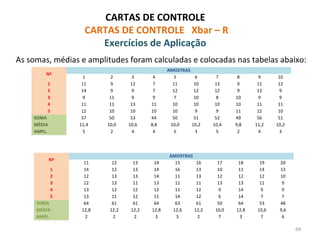
Cartas de Controle de Atributos
Gráfico de Fração Defeituosa
• Neste tipo de gráfico, as peças são classificadas em boas ou
defeituosas.
São retiradas amostras de (n) elementos esporadicamente da
produção, determinando aí o número de peças defeituosas na
amostra ( D).
• Se o processo estiver sob controle, ou seja, se a percentagem
média de peças defeituosas (p) for constante, significa que o
número de peças da amostra obedece a uma distribuição de
probabilidade chamada binomial.
• A percentagem de peças defeituosas na amostra (f = D/n), se
o processo estiver sob controle e caso o número de peças da
amostra seja suficientemente grande, obedecerá a uma
distribuição normal com média (p) e desvio-padrão:
= SQRT [ p * (1 – p) / n ]
76](https://image.slidesharecdn.com/aula6cursobsicocepfusco2-160301192909/85/Aula-6-curso-basico-cep-fusco2-76-320.jpg)
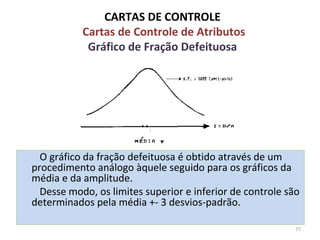
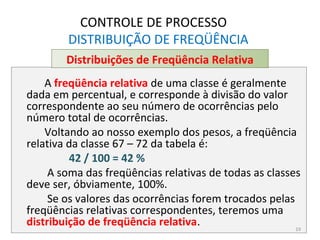
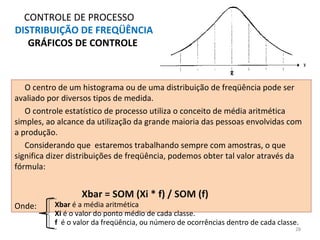
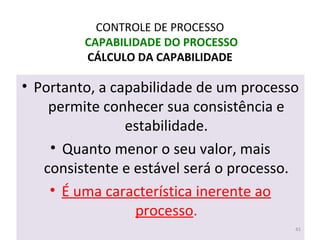
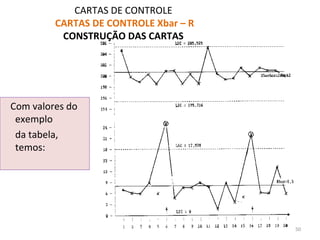
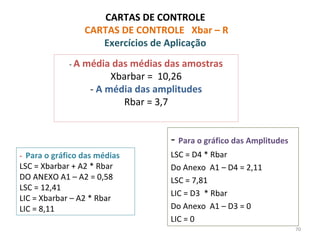
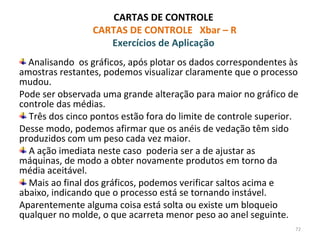
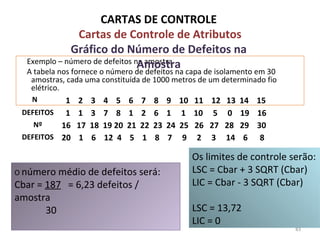
![LSC = p + 3 * SQRT [ p * (1 – p) / n]
LIC = p - 3 * SQRT [ p * (1 – p) / n]
De qualquer modo, é conveniente analisar se é mais interessante trabalhar com a
fração defeituosa da amostra ou com o número de peças defeituosas na
amostra, caso as amostras retiradas forem sempre de mesmo tamanho.
Para o caso de utilizar o número de peças defeituosas na amostra, os limites
serão:
LSC = np + 3 * SQRT [np * (1 – p)]
LIC = np - 3 * SQRT [ np * (1 – p)]
CARTAS DE CONTROLE
Cartas de Controle de Atributos
Gráfico de Fração Defeituosa
78](https://image.slidesharecdn.com/aula6cursobsicocepfusco2-160301192909/85/Aula-6-curso-basico-cep-fusco2-78-320.jpg)
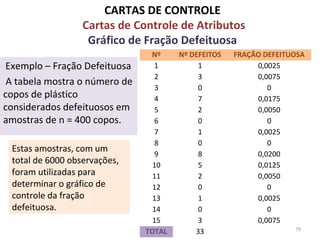
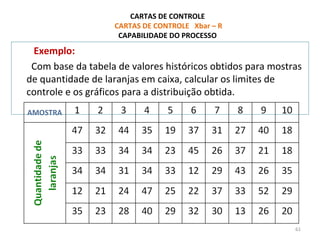
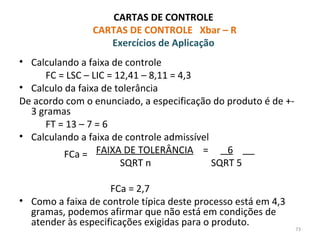
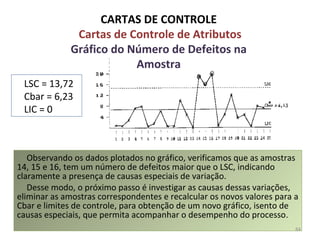
![• Utilizando os dados da tabela,
temos:
Pbar = 33 = 0,0055
6000
CARTAS DE CONTROLE
Cartas de Controle de Atributos
Gráfico de Fração Defeituosa
80
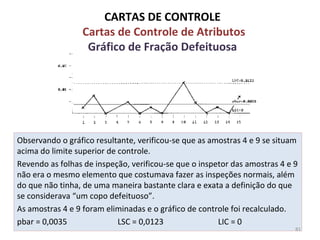
• Com n = 400, os limites de controle são:
LSC = Pbar + 3 * SQRT [Ppbar * (1-pbar)/n]
LIC = Pbar – 3 * SQRT [Ppbar * (1-pbar)/n]
LSC = 0,017
LIC = 0](https://image.slidesharecdn.com/aula6cursobsicocepfusco2-160301192909/85/Aula-6-curso-basico-cep-fusco2-80-320.jpg)

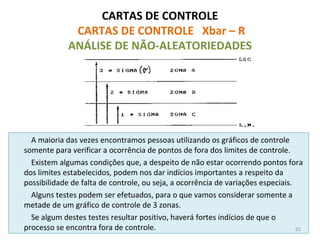
O documento aborda o controle estatístico do processo (CEP) como uma ferramenta para detectar variações na produção e garantir a qualidade. Apresenta a diferenciação entre causas especiais e comuns de variação, enfatizando a importância do aprendizado e da adaptação no processo produtivo. Também discute a utilidade de gráficos de controle e distribuição de frequência para monitorar e analisar o desempenho do processo.







































![[Agile brazil 2016] Kanban no fluxo de projetos da Taller: um estudo de caso](https://cdn.slidesharecdn.com/ss_thumbnails/yhx9xmekqhsmptvvntxu-signature-5520bf561c7ba5bc421b679ed297d1b748868de43ed68adb2c58909a7773ca6a-poli-161114165334-thumbnail.jpg?width=640&height=640&fit=bounds)










![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)











































