
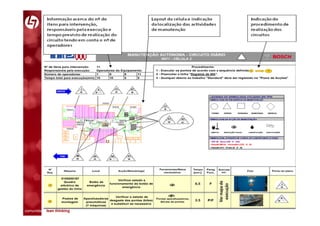

O documento descreve os princípios e objetivos da manutenção produtiva total (TPM). O TPM envolve todos na organização na melhoria dos equipamentos para aumentar a produtividade, qualidade e reduzir custos. Os objetivos do TPM incluem melhorar a eficiência dos equipamentos, melhorar a eficiência da manutenção e envolver os operadores na manutenção de rotina.





























































































