Baixado 407 vezes
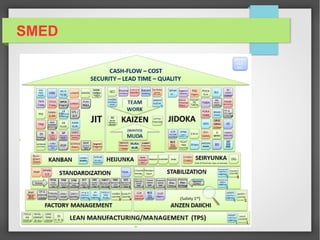
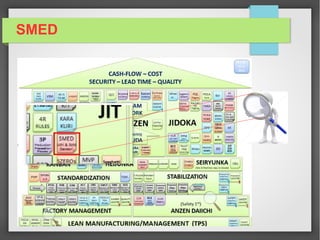

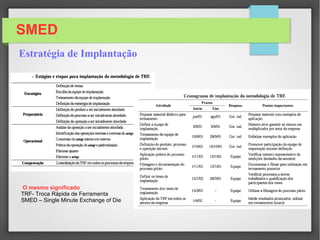

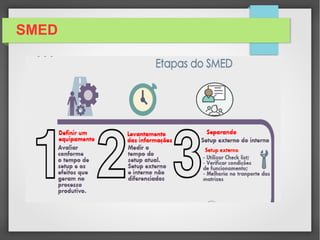
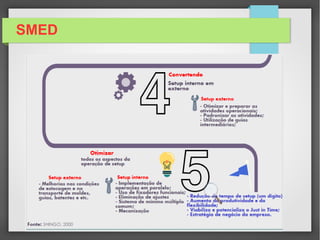
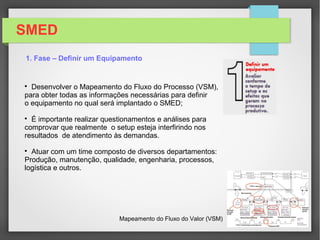
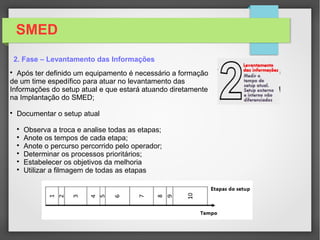








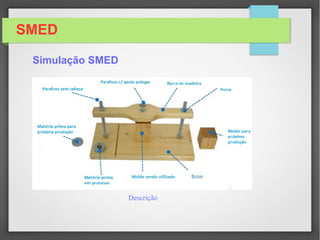


O SMED (Single Minute Exchange of Die) é uma metodologia desenvolvida por Shigeo Shingo para reduzir o tempo de setup em máquinas, visando otimizar a eficiência na produção. Implementada inicialmente em indústrias japonesas, a técnica busca realizar trocas de ferramentas em menos de 10 minutos por meio da análise e racionalização das atividades. Os objetivos do SMED incluem aumento da flexibilidade, redução de estoques e garantia de qualidade, resultando em vantagens competitivas e melhorias na produção.