

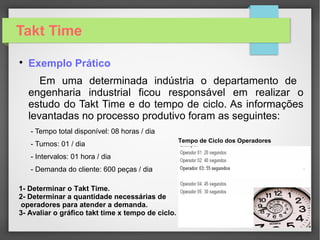
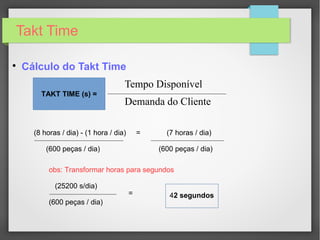
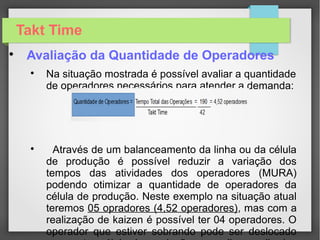
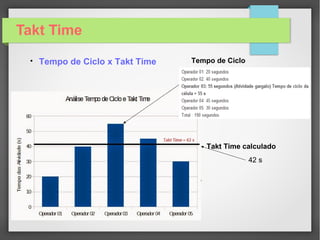
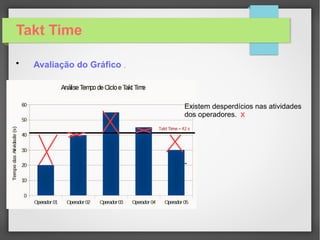
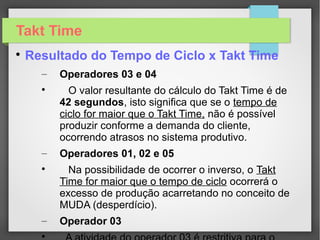
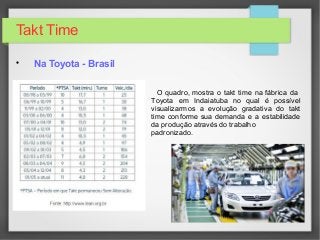


O documento discute o conceito de Takt Time no contexto da produção industrial. Em três frases: (1) Takt Time refere-se ao ritmo de produção necessário para atender à demanda do cliente; (2) Foi desenvolvido na década de 1930 na Alemanha e Japão e depois adotado pela Toyota para orientar a produção; (3) É calculado dividindo o tempo disponível pela demanda do cliente e deve ser igual ou menor que o tempo de ciclo para garantir a produção conforme a demanda.






![[Planejamento e controle da produ -o - tubino] lista de exerc-cios resolvidos](https://cdn.slidesharecdn.com/ss_thumbnails/planejamentoecontroledaprodu-o-tubinolistadeexerc-ciosresolvidos-150819234310-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)