Baixado 548 vezes




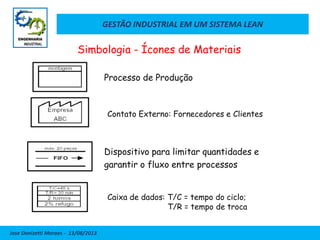
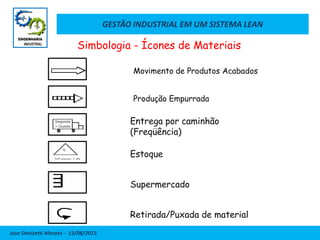

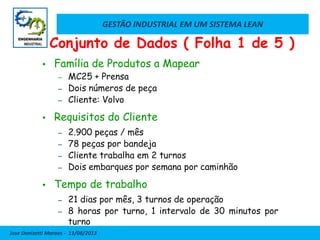
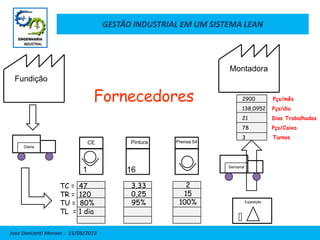
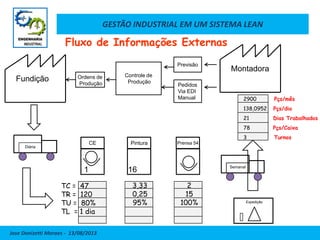
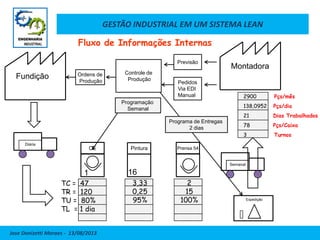
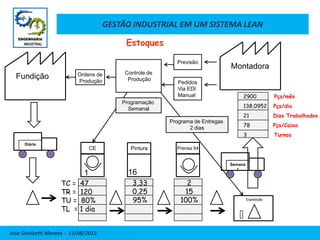
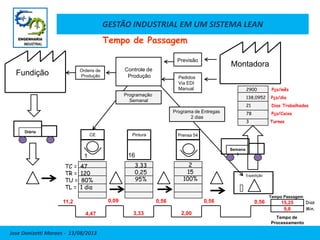
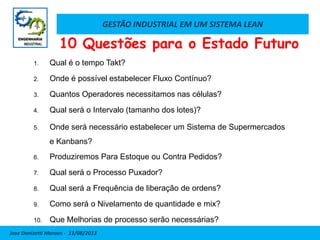
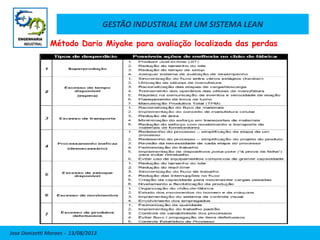
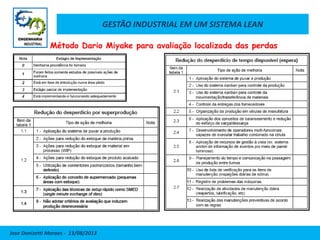
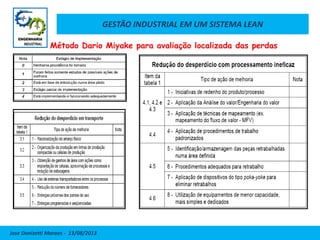
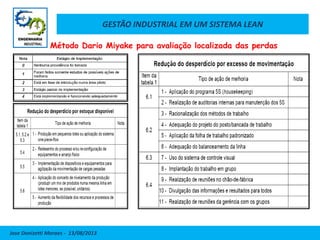
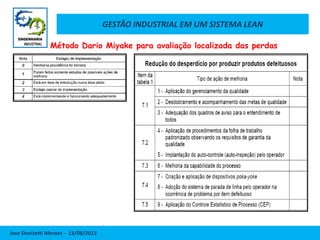
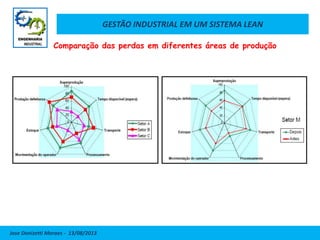

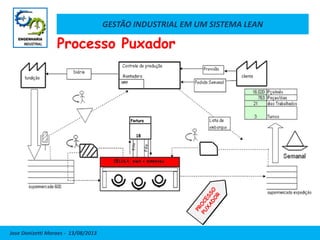

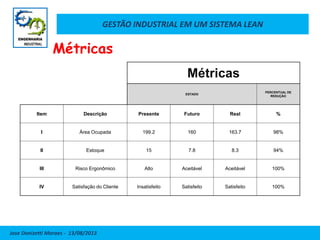

O documento aborda a gestão industrial em um sistema lean, enfatizando a importância do mapeamento do fluxo de valor (VSM) para otimizar a produtividade e reduzir desperdícios. Ele detalha como a análise de valor ajuda a entender o que agrega valor ao cliente e apresenta estratégias para eliminar atividades que não produzem valor. Além disso, discute a importância de ferramentas como QFD e TQM na melhoria contínua dos processos industriais.






















































![Leal f analise_comparativa_de[1]](https://cdn.slidesharecdn.com/ss_thumbnails/lealfanalisecomparativade1-111020075458-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)































