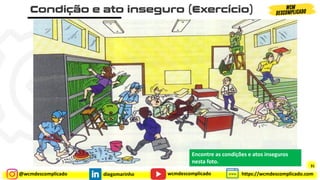
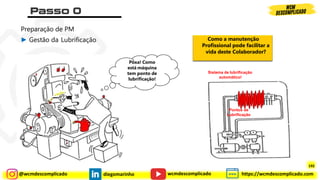
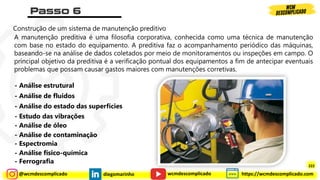
Algumas condições e atos inseguros identificados na foto:
- Falta de proteção/guarda no equipamento giratório exposto
- Ausência de EPI's (capacete, óculos, luvas, botas de segurança, etc)
- Postura corporal inadequada ao realizar a tarefa
- Superfície de trabalho desorganizada, com objetos espalhados
- Falta de sinalização de segurança no local