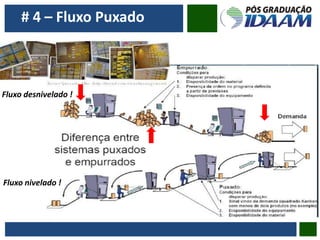
Lean Manufacturing é um sistema de produção focado em eliminar desperdícios. Os principais conceitos incluem: (1) focar no valor para o cliente, (2) manter o fluxo contínuo de produção, (3) usar o sistema de produção puxado.
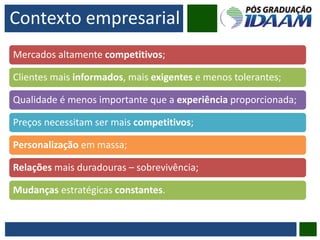
Contexto empresarial
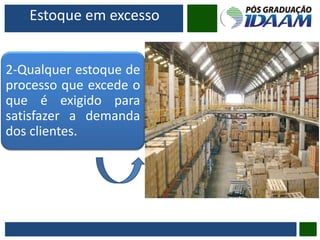
Mercados altamentecompetitivos;
Clientes mais informados, mais exigentes e menos tolerantes;
Qualidade é menos importante que a experiência proporcionada;
Preços necessitam ser mais competitivos;
Personalização em massa;
Relações mais duradouras – sobrevivência;
Mudanças estratégicas constantes.
Valor
É visto atravésdos olhos, da
queles que pagam pelo uso e
derivam do valor dos sistemas
que nós criamos.
Desperdício
É qualquer coisa que deprecie
recursos no tempo, esforço,
espaço ou dinheiro sem
adicionar valor ao cliente.
# 1 – Valor
18.
# 1 –Valor
“Desperdício ( Muda em Japonês ) é qualquer coisa além
do mínimo de equipamentos, matériais, peças, espaços,
e tempo do operador que sejam absolutamente
essenciais para agregar valor ao produto”
Shoichiro Toyda, Fundador da Toyta
19.
# 2 –Fluxo de Valor
“ Este médico é muito cara de pau ! Eu esperei 6 meses por uma
consulta e ele ainda me diz que estou com sorte, pois descobrimos o
problema a tempo ”.
Alguns
problemas com falta de
fluxo….
20.
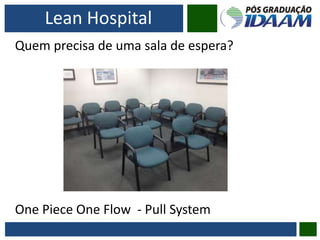
# 3 –Fluxo Contínuo
Qual o objetivo de ter um “fluxo contínuo” no Sistema Produtivo ?
21.
# 3 –Fluxo Contínuo
“Se algum problema ocorre na produção de fluxo
Unitário, toda linha de produção fica paralisada.
Nesse sentido, é um péssimo sistema de
produção. Mas quando a produção é interrompida
e todos são obrigados a resolver o problema
imediatamente, este é bom sistema produtivo.”
Teruyuki Minoura.
Ex-Presidente da Toyota Motor Manfuf
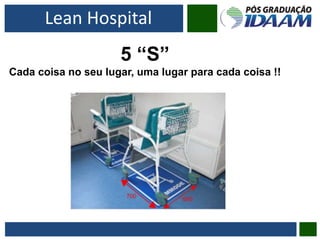
# 5 –Perfeição
Padronização das atividades
O que é parecido não é igual;
Calereza e entendimento para todos;
Evitar atividades desnecessárias;
Envolvimento de todos na resolução dos
problemas;
Garantir as especificações dos produtos aos
olhos do Cliente;
Fazer certo na primeira vez;
Manter a produtividade do sistema
produtivo e melhorar gradativamente o
desempenho de todos;
24.
# 5 –Perfeição
Precisamos de Times e não Heróis !!!!
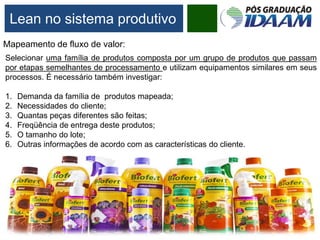
Mapeamento de fluxode valor:
Selecionar uma família de produtos composta por um grupo de produtos que passam
por etapas semelhantes de processamento e utilizam equipamentos similares em seus
processos. É necessário também investigar:
1. Demanda da família de produtos mapeada;
2. Necessidades do cliente;
3. Quantas peças diferentes são feitas;
4. Freqüência de entrega deste produtos;
5. O tamanho do lote;
6. Outras informações de acordo com as características do cliente.
Lean no sistema produtivo
27.
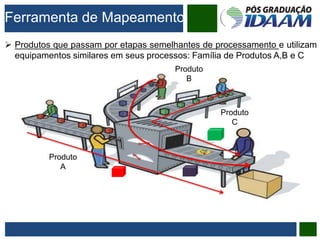
Produtos quepassam por etapas semelhantes de processamento e utilizam
equipamentos similares em seus processos: Família de Produtos A,B e C
Produto
A
Produto
B
Produto
C
Ferramenta de Mapeamento
28.
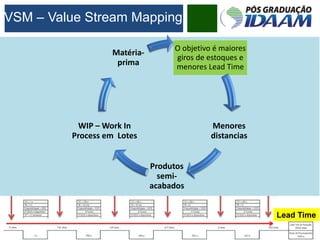
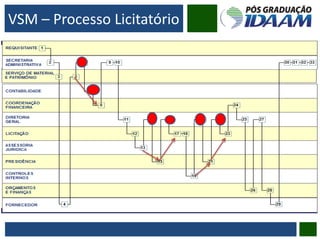
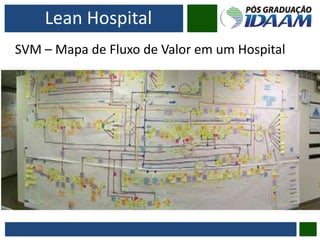
VSM – ValueStream Mapping
É possível enxergar toda a fabricação do produto em questão de forma simples. Onde também é
possível enxergar o fluxo de material (Esquerda para direita) na parte inferior. E informações sobre
a programação deste produtos (Direita para esquerda) na parte superior.
Comunicação com
os fornecedores
Comunicação
com os Clientes
Comunicação do
PCPM com as
estações de
trabalho
Lead Time
O objetivo é maiores
giros de estoques e
menores Lead Time
Menores
distancias
Produtos
semi-
acabados
WIP – Work In
Process em Lotes
Matéria-
prima
29.
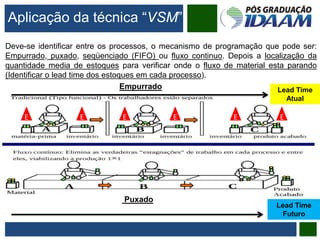
Aplicação da técnica“VSM”
Deve-se identificar entre os processos, o mecanismo de programação que pode ser:
Empurrado, puxado, seqüenciado (FIFO) ou fluxo continuo. Depois a localização da
quantidade media de estoques para verificar onde o fluxo de material esta parando
(Identificar o lead time dos estoques em cada processo).
Lead Time
Atual
Lead Time
Futuro
E E EEE E
Empurrado
Puxado
30.
VSM no LeanOffice
Construção do
Value Stream
Map – Mapa de
Fluxo de Valor
em um Processo
Administrativo
de Licitação
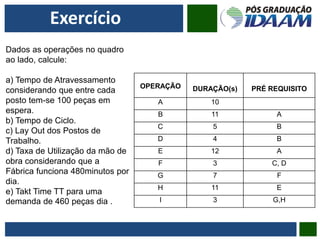
Exercício
OPERAÇÃO DURAÇÃO(s) PRÉREQUISITO
A 10
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F
H 11 E
I 3 G,H
Dados as operações no quadro
ao lado, calcule:
a) Tempo de Atravessamento
considerando que entre cada
posto tem-se 100 peças em
espera.
b) Tempo de Ciclo.
c) Lay Out dos Postos de
Trabalho.
d) Taxa de Utilização da mão de
obra considerando que a
Fábrica funciona 480minutos por
dia.
e) Takt Time TT para uma
demanda de 460 peças dia .
40.
Para terminar...
“Não subverteros valores para alcançar os
resultados.”
“Atingir Metas” não pode incluir “mentir e
enganar”.
41.
Para terminar...
"Todos osgerentes enfrentam
problemas nas manhãs de
segunda-feira - Bons gerentes
estão trabalhando em problemas
da segunda-feira que vem."