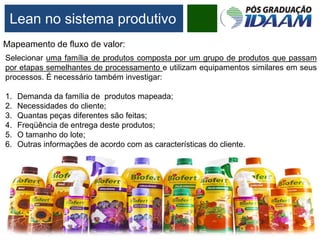
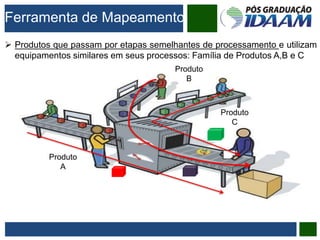
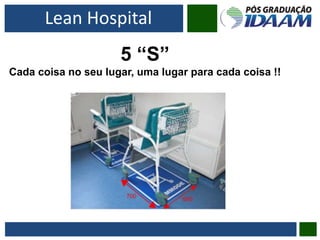
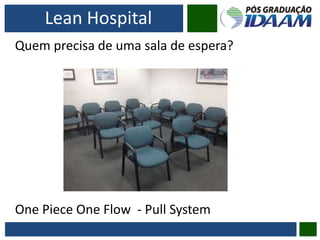
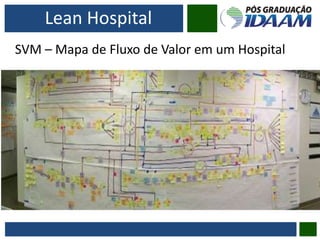
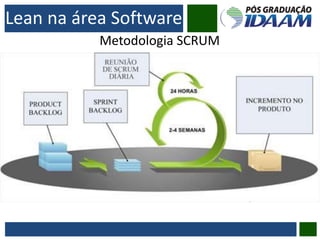
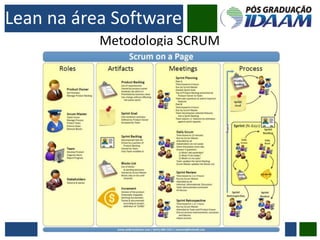
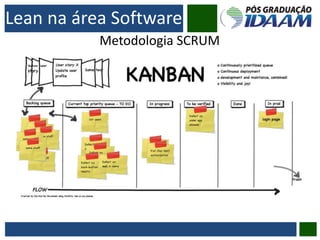
Lean Manufacturing é um método para melhorar a eficiência e reduzir o desperdício em processos de manufatura. Os princípios fundamentais incluem focar no valor para o cliente, otimizar o fluxo de valor, produção puxada e perfeição contínua. Apresenta aplicações de Lean em diversas áreas como sistemas de produção, hospitais e desenvolvimento de software.