Transferir como PDF, PPTX




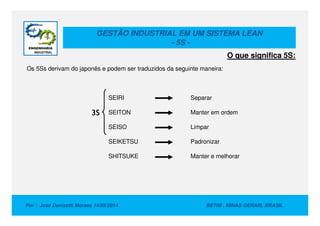




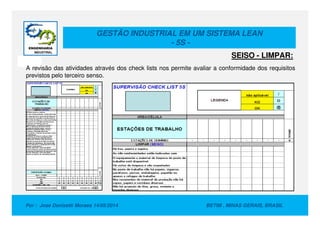
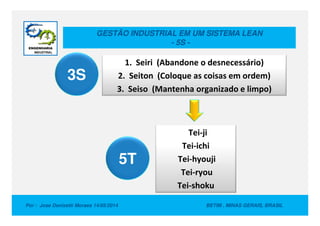




O documento aborda a metodologia 5S aplicada na gestão industrial, enfatizando a importância da organização, limpeza e a participação de todos os colaboradores para a melhoria contínua de processos. A abordagem 5S visa aumentar a segurança e a eficiência, reduzindo desperdícios e promovendo um ambiente de trabalho mais agradável. A metodologia é estruturada em cinco etapas: Seiri (separar), Seiton (colocar em ordem), Seiso (limpar), Seiketsu (padronizar) e Shitsuke (manter e melhorar).



































































