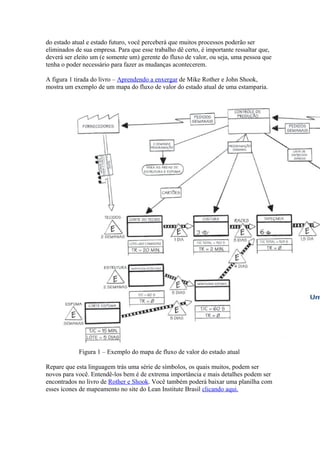
1) O documento discute princípios do sistema de produção Lean, como valor para o cliente, mapeamento do fluxo de valor, fluxo contínuo e produção puxada.
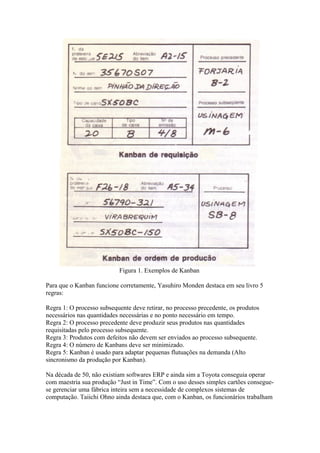
2) Também aborda ferramentas como Kanban, melhoria contínua (Kaizen), inspeção autônoma (Jidoka) e visitas ao local da produção (Gemba).
3) O objetivo é entender melhor esses conceitos para eliminar desperdícios e agregar valor ao cliente.