Baixado 481 vezes

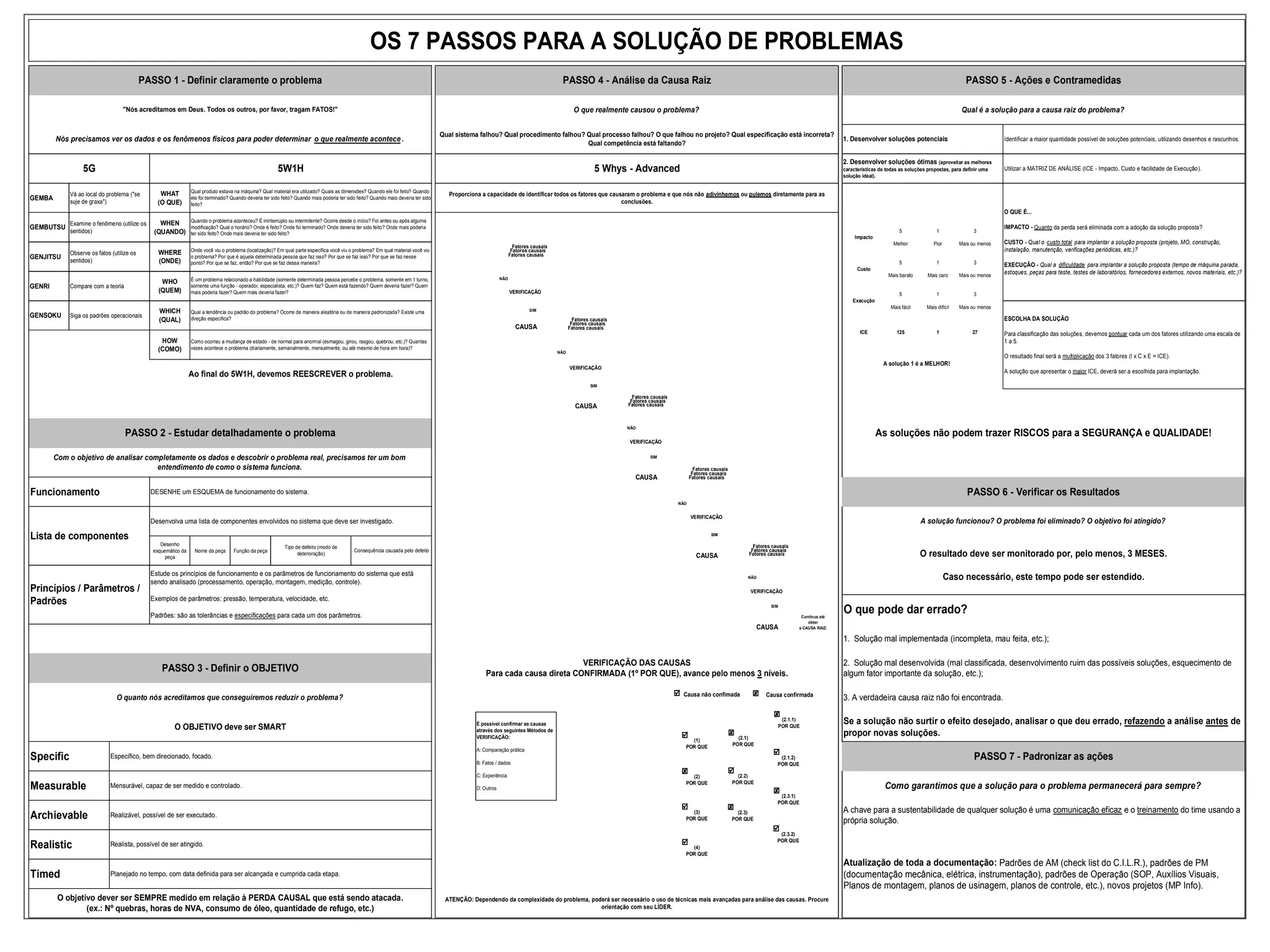

O documento descreve um processo em sete etapas para a solução de problemas, que inclui a definição do problema, análise de causas, identificação de soluções e padronização das ações. Enfatiza a necessidade de investigação detalhada dos dados e fenômenos físicos envolvidos para encontrar a causa raiz e desenvolver soluções eficazes. A comunicação e o treinamento são essenciais para garantir a sustentabilidade das soluções aplicadas.























































































