Baixado 104 vezes

1) O documento descreve o histórico e princípios do Controle Estatístico de Processo (CEP), que usa estatística para avaliar desempenho de processos e apoiar ações corretivas. 2) As sete ferramentas do CEP incluem diagramas de causa-efeito, histogramas e gráficos de controle usados para monitorar processos. 3) Gráficos de controle mostram tendência central e dispersão de medidas para determinar se variação é normal ou requer ajustes no processo.































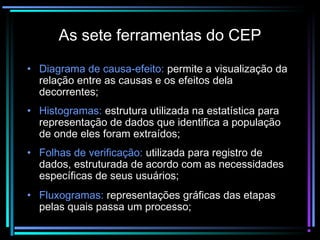
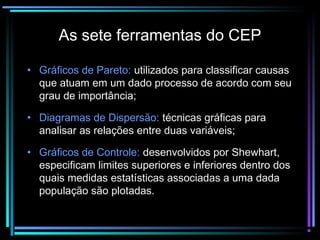
![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)













































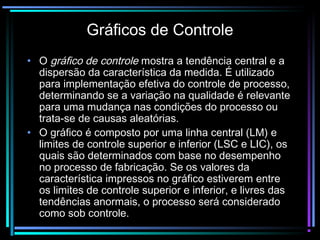
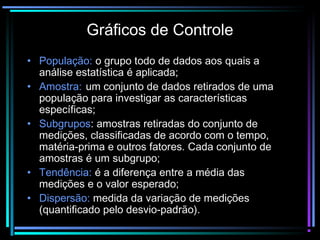
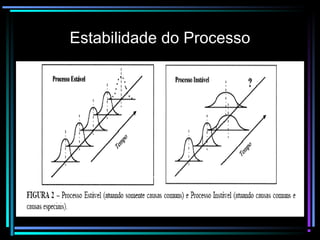
![Garantiadaqualidade[2]](https://cdn.slidesharecdn.com/ss_thumbnails/garantiadaqualidade2-130220132522-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



