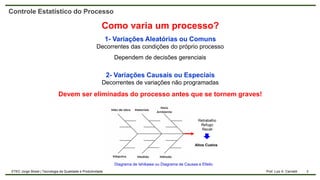
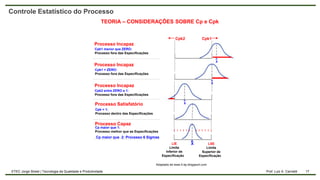
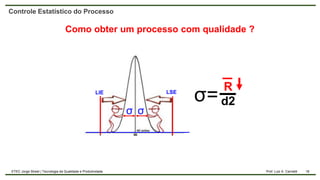
O documento aborda o controle estatístico do processo, enfatizando a importância de monitorar variações para garantir a qualidade na produção. Ele diferencia entre variações aleatórias e causais, discute a capabilidade do processo e apresenta métodos de cálculo como CP e CPK. Além disso, destaca a relevância de trabalhar com amostras para prevenir defeitos e melhorar a qualidade.








![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)























