Baixado 137 vezes

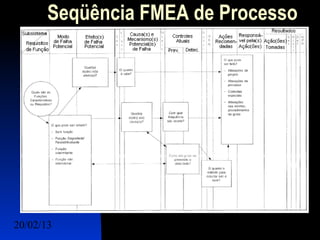

O documento descreve o processo de análise de falhas potenciais (FMEA), com o objetivo de identificar e avaliar falhas, reduzir riscos e documentar o processo. É apresentado um exemplo de FMEA aplicado à aplicação de cera em portas de carros, identificando possíveis causas de falha, seus efeitos, probabilidade e métodos de detecção.


















































































![Garantiadaqualidade[2]](https://cdn.slidesharecdn.com/ss_thumbnails/garantiadaqualidade2-130220132522-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




