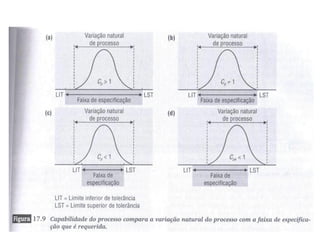
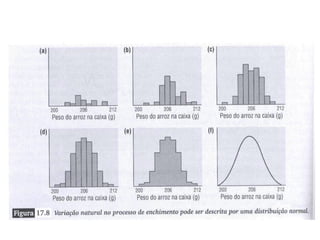
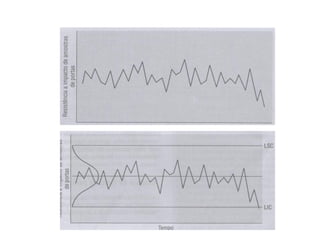
O vídeo apresenta os princípios do controle estatístico de qualidade, abordando conceitos como discrepância, defeito, gráfico de controle e capacidade do processo. O uso de gráficos de controle é destacado para monitorar variações em processos e garantir a qualidade do produto, com ênfase em parâmetros estatísticos como média e desvio padrão. A análise dos dados obtidos ajuda a identificar se o processo está dentro dos limites de controle estabelecidos.



![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)










































