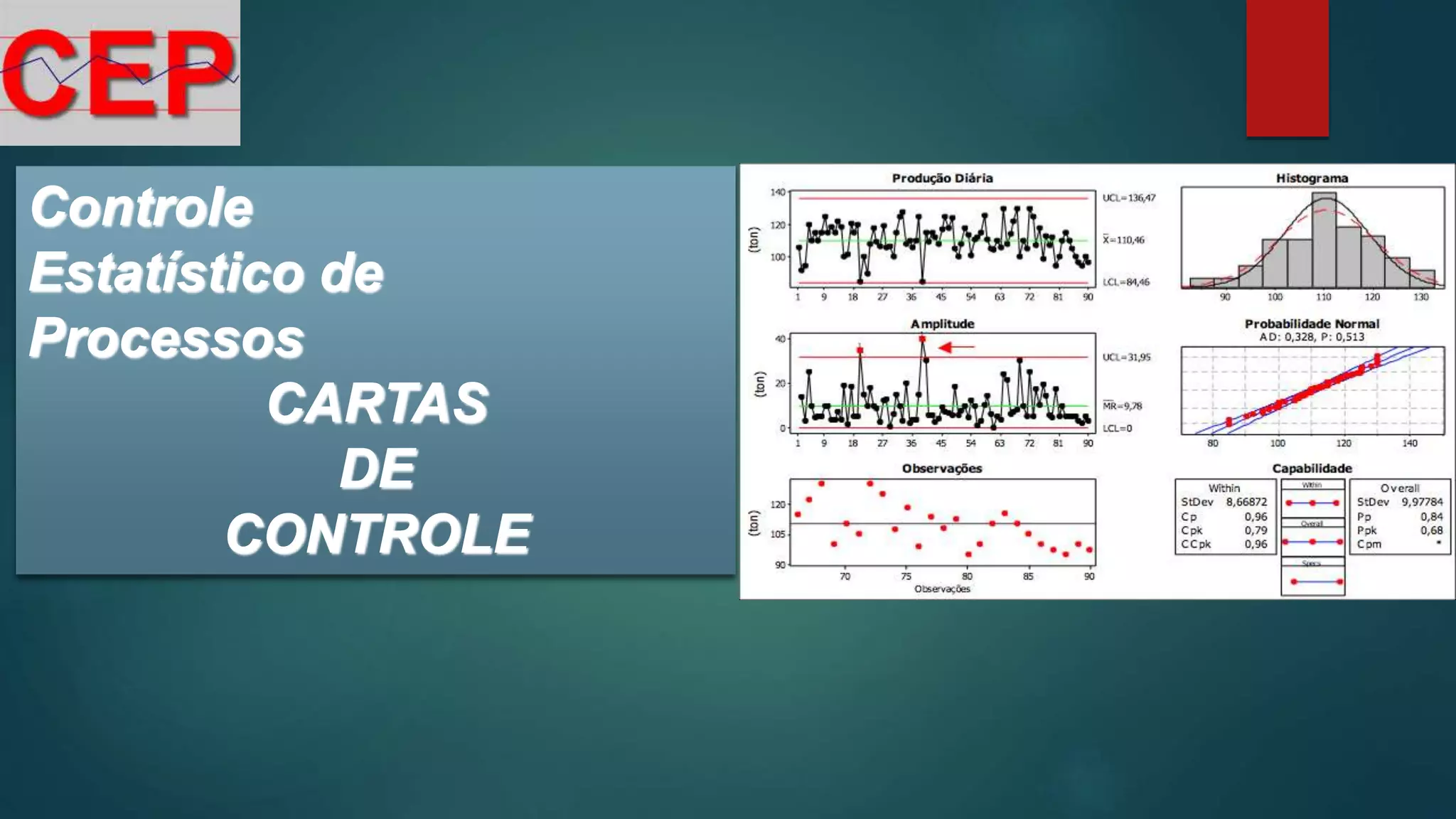
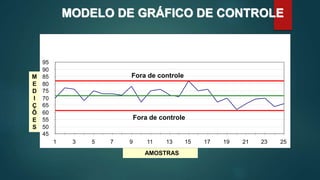
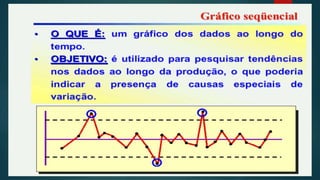
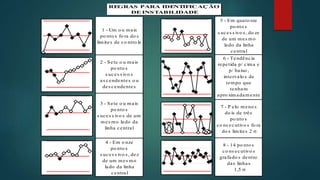
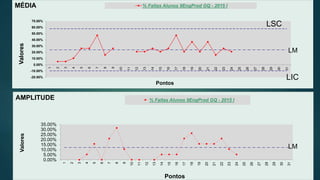
O documento discute o controle estatístico de processos e cartas de controle. Ele explica que o controle estatístico de processos é um método preventivo para comparar continuamente os resultados de um processo com padrões, identificando variações significativas para controlá-las e reduzi-las. Também descreve os principais tipos de cartas de controle, como cartas de média e desvio-padrão e média e amplitude, que permitem monitorar processos.









![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






























