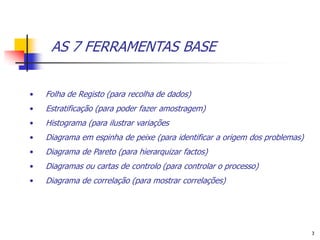
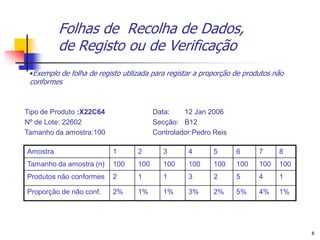
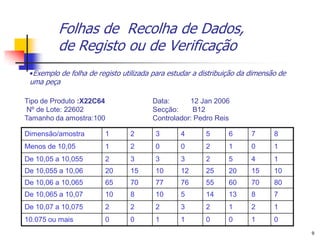
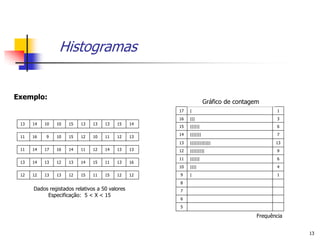
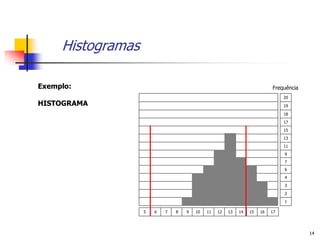
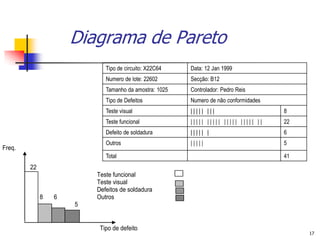
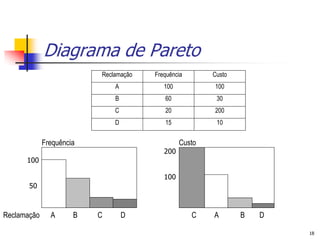
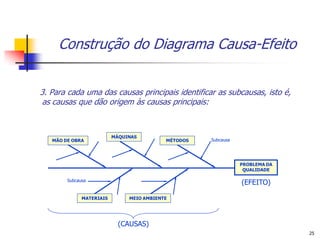
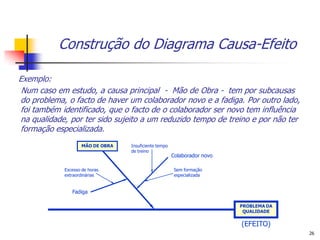
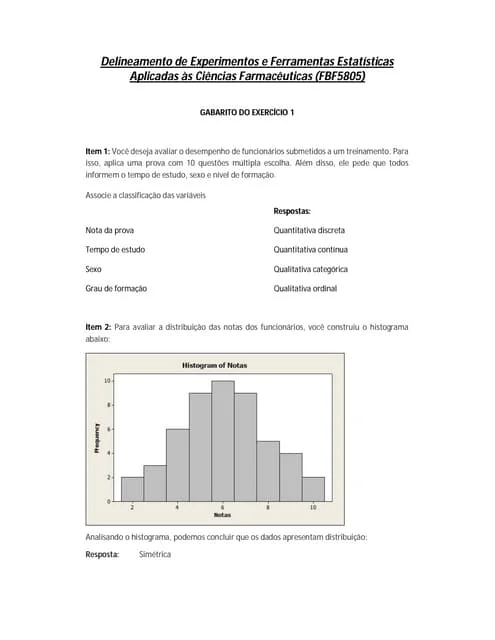
Este documento descreve várias ferramentas estatísticas utilizadas para melhorar processos e resolver problemas, incluindo: (1) as 7 ferramentas básicas da qualidade como folhas de registro, histograma e diagramas de Pareto; (2) como usar esses ferramentas para coletar e analisar dados; e (3) objetivos gerais de facilitar a resolução de problemas para todos na empresa.





























































![Estatistica[1]](https://cdn.slidesharecdn.com/ss_thumbnails/estatistica1-120719160006-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)














