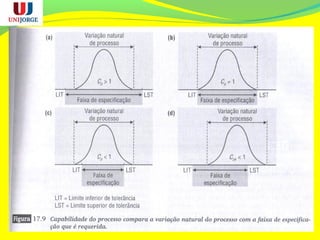
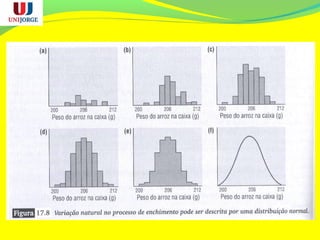
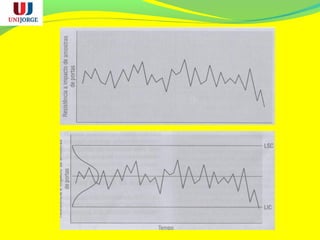
O documento discute os conceitos de controle estatístico de processo (CEP) e qualidade. O CEP envolve a coleta de dados estatísticos de amostras para monitorar processos de produção e identificar variações significativas que precisam ser eliminadas. O documento explica termos como média, desvio padrão e gráficos de controle usados no CEP para manter a qualidade dentro dos padrões especificados.
















![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
















































