Transferir como PDF, PPTX

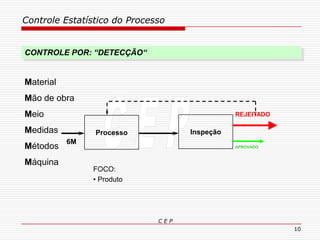
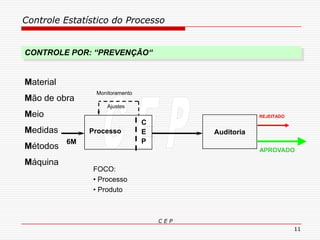
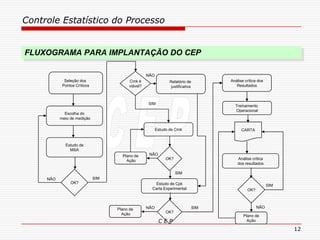
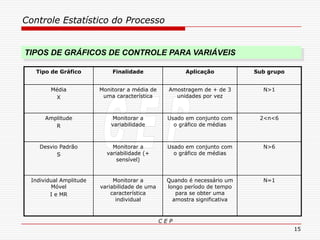
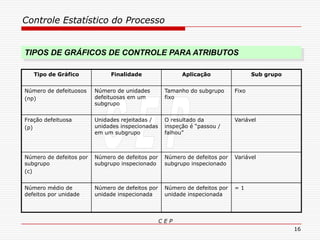
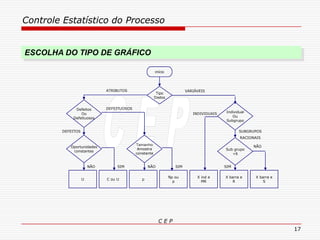
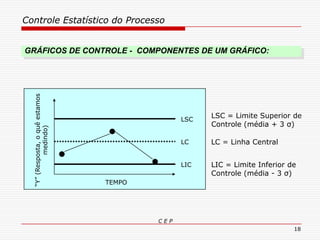
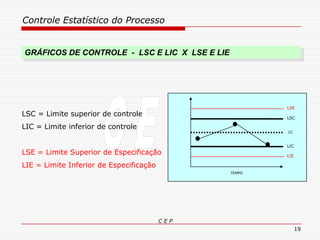
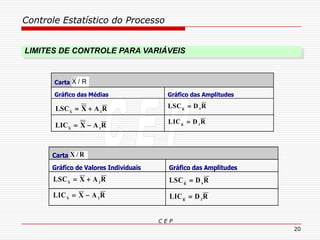
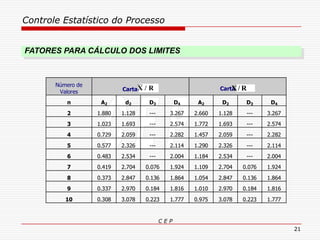
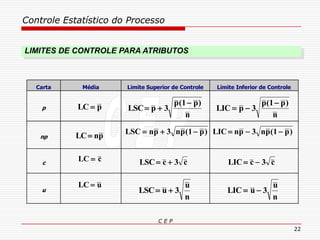
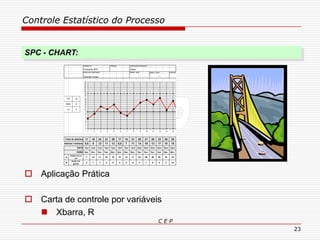
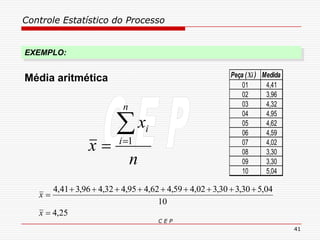
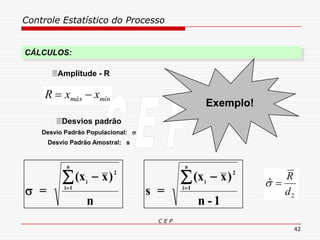
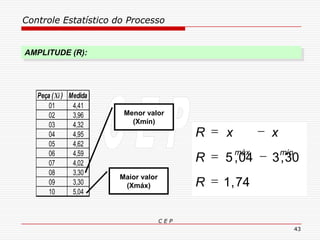
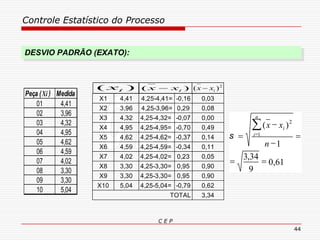
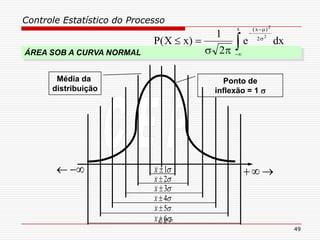
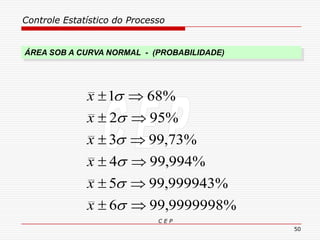
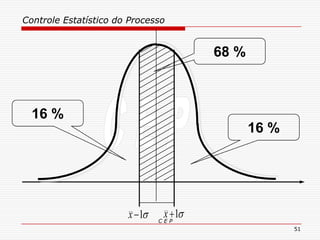
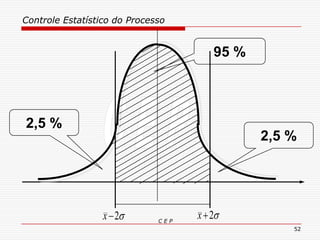
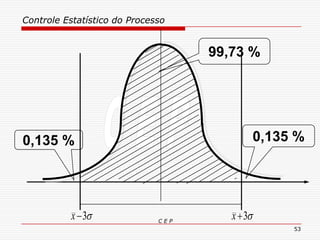
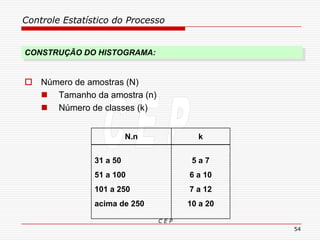
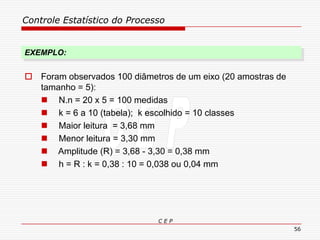
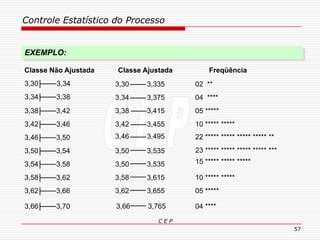
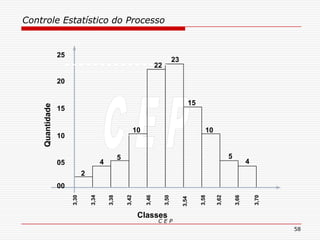
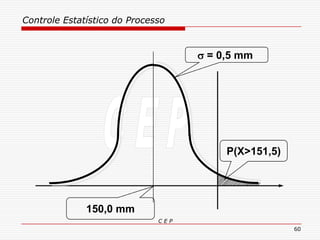
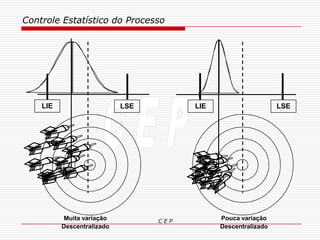
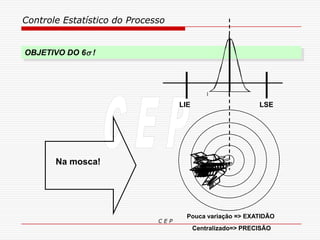
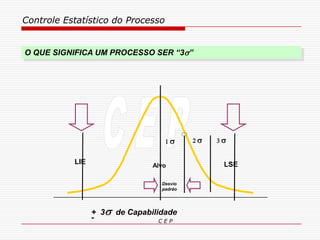
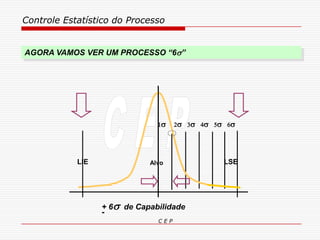
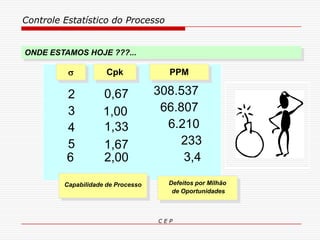

O documento discute os conceitos e aplicações do Controle Estatístico de Processo (CEP). Aborda os tipos de empresas, objetivos de uma empresa honesta, sobrevivência da empresa, valor para o cliente, formas de controle, tipos de gráficos de controle, limites de controle, detectando falta de controle e causas de variação em processos.



















![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






































