Transferir como PDF, PPTX

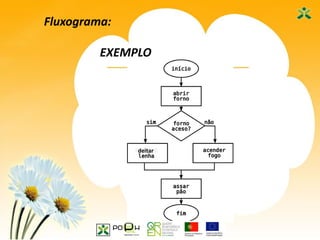
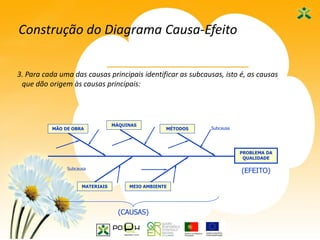
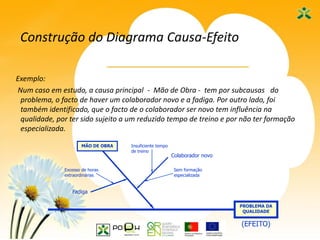

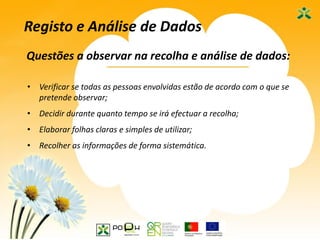
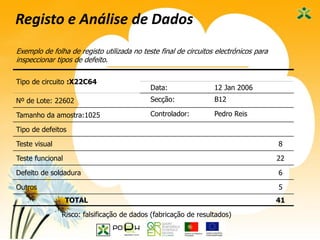


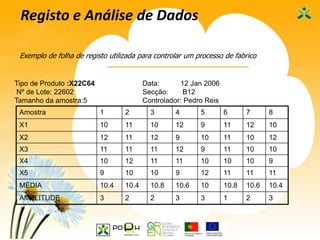


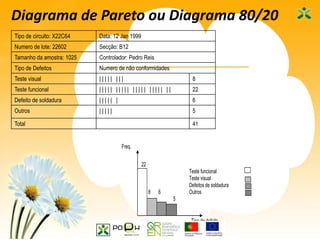
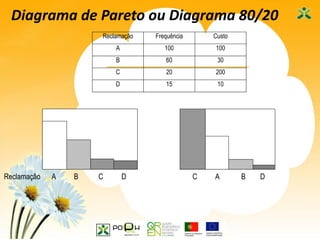



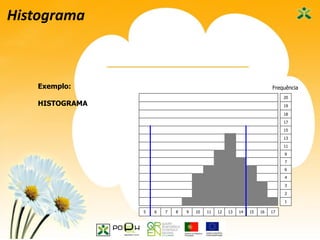







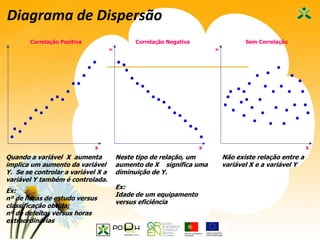


Este documento apresenta as sete ferramentas clássicas da qualidade, descrevendo seus objetivos e como aplicá-las. As ferramentas incluem fluxogramas, registros e análise de dados, diagramas de Ishikawa, diagramas de Pareto, histogramas, cartas de controle e diagramas de dispersão.































![As_7_Ferramentas_da_Qualidade_Total[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/as7ferramentasdaqualidadetotal1-250628002639-918f786f-thumbnail.jpg?width=640&height=640&fit=bounds)











