Baixado 445 vezes
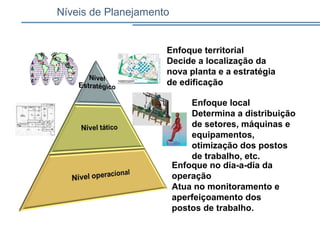
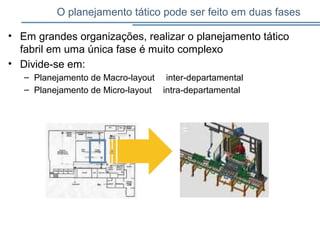
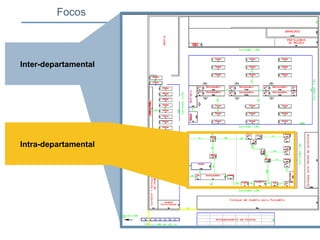




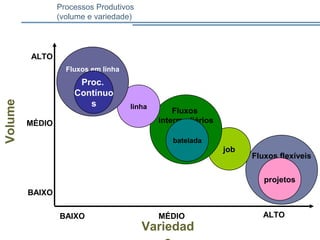
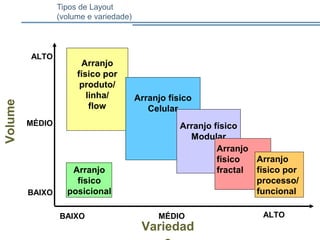
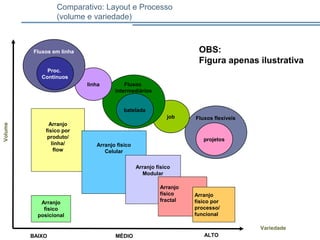





1) O documento discute os níveis de planejamento tático para o layout fabril, incluindo o planejamento de macro-layout interdepartamental e micro-layout intradepartamental. 2) Ele também explica diferentes tipos de layouts como posicional, por produto, celular, modular e funcional, e como cada um se adapta a diferentes volumes e variedades de produção. 3) Finalmente, o documento fornece exemplos e diretrizes para ajudar na escolha do layout apropriado com base nos requisitos do processo de produção.























































































