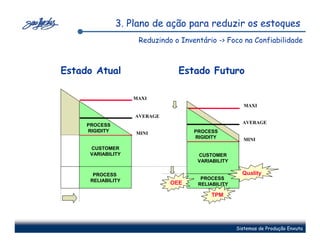
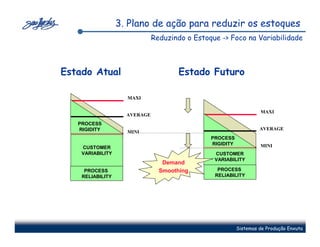
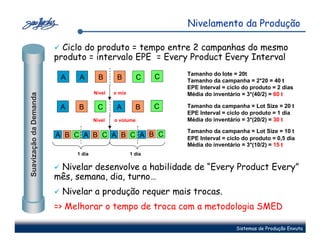
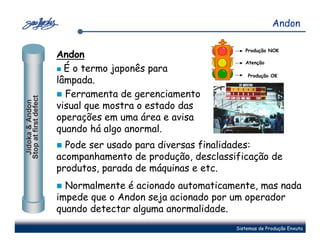
O documento aborda sistemas de produção enxuta, enfatizando a suavização da demanda, a importância do JIT (Just In Time) e o gerenciamento eficiente do fluxo produtivo. Vários conceitos como kanban, SMED, TQM e TPM são discutidos, destacando como a redução da variabilidade e a melhoria contínua podem levar a uma maior satisfação do cliente e melhores resultados financeiros. Exemplos práticos são apresentados para ilustrar as estratégias de produção MTO, MTS e MTF, e como adaptar o processo às variabilidades do mercado.









![Cálculo do Takt Time
Cálculo: Tempo de trabalho disponível
dividido pela demanda do cliente. Ritmo de
retirada do cliente
Tempo de trabalho disponível por turno [h/h]
Takt Time
takt time [h/unids] =
Demanda do cliente por turno [unids/h]
Exemplo: Produção em 24h, demanda do cliente 80t/dia
Takt time = 24*60 / 80 = 18 minutos
Produção deve entregar 1 ton de produto a cada 18 minutos,
nem mais nem menos.
Sistemas de Produção Enxuta](https://image.slidesharecdn.com/speaula4-12757141800185-phpapp02/85/Lean-Manufacturing-5-52-320.jpg)
![Cálculo do Pitch Time
Produção conforme o takt time é o ideal, mas nos entregamos
em plallets, caminhões, navios…devido o balanço do custo vs
benefício do custo do transporte .
Objetivo: Evitar super-produção através do sincronismo da
taxa de produção com a taxa dos embarques.
Takt Time
Definição: pitch time é o tempo necessário para uma unidade
de embarque do produto: por exemplo 1 caminhão.
pitch time[h/unid.embarque]= takt time[h/unid] * quantidadeunid.embarque[unid/unid embarque]
.
Exemplo: produção em 24h, demanda de 4 caminhões/dia
Pitch time: 6 h por caminhão (20t/caminhão)
Produção deve entregar 1 caminhão a cada 6h, nem mais nem
menos.
Sistemas de Produção Enxuta](https://image.slidesharecdn.com/speaula4-12757141800185-phpapp02/85/Lean-Manufacturing-5-53-320.jpg)










































































