Baixado 212 vezes



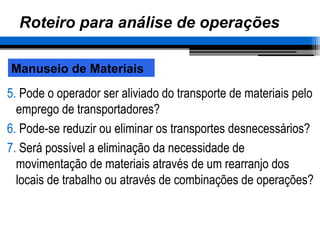
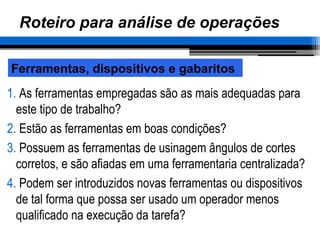
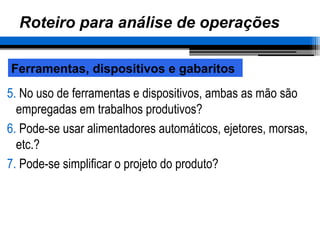
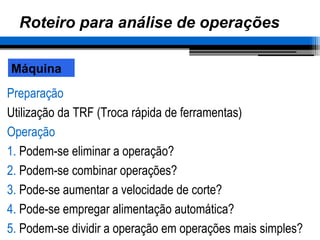
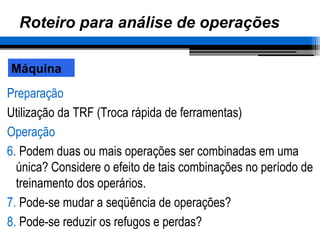
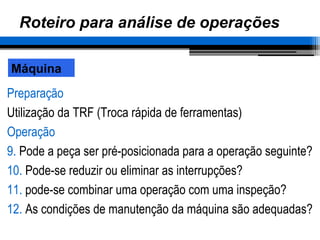
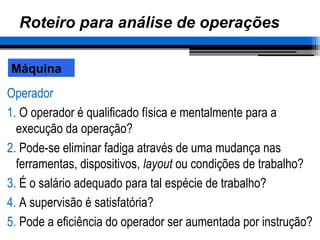
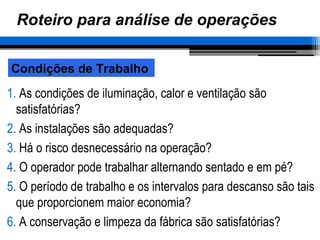


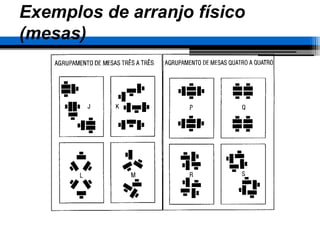

O documento discute planejamento de espaços e layout de fábricas. Apresenta princípios de economia de movimentos no trabalho, como simular os movimentos das mãos e reduzir a fadiga do operador. Também fornece um roteiro para análise de operações, considerando materiais, ferramentas, máquinas e condições de trabalho.










































![Aula 1 intro ergonomia [modo de compatibilidade]](https://cdn.slidesharecdn.com/ss_thumbnails/aula1-introergonomiamododecompatibilidade-110805062415-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


![Introdução à matemática financeira [modo de compatibilidade]](https://cdn.slidesharecdn.com/ss_thumbnails/introduomatemticafinanceiramododecompatibilidade-110819150702-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)








































