Ferramentas da Qualidadee Métodos de Análise
e Solução de Problemas – MASP - PDCA
Professor Cássio Aurélio Suski
Eixo Tecnológico
Produção Industrial
2.
BRAINSTORMING
O Brainstorming éuma rodada de ideias, destinada a busca de sugestões
através do trabalho de grupo;
É usada para gerar ideias rápidas e em quantidade, que podemos utilizar
em diversas situações.
3.
FOLHA DE VERIFICAÇÃO
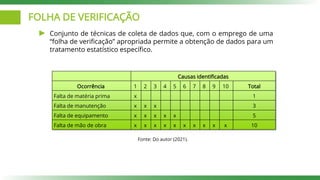
Conjuntode técnicas de coleta de dados que, com o emprego de uma
“folha de verificação” apropriada permite a obtenção de dados para um
tratamento estatístico específico.
Causas identificadas
Ocorrência 1 2 3 4 5 6 7 8 9 10 Total
Falta de matéria prima x 1
Falta de manutenção x x x 3
Falta de equipamento x x x x x 5
Falta de mão de obra x x x x x x x x x x 10
Fonte: Do autor (2021).
4.
CARTA DE TENDÊNCIA
Acarta de tendência é
utilizada para monitorar
um sistema, a fim de se
observarem, ao longo
do tempo, alterações na
média esperada.
Assim, com ele pode-se
identificar padrões no
comportamento do
indicador, como
sazonalidade, tendência
de aumento, queda ou
ciclos.
Fonte: MASP (1992).
5.
DIAGRAMA DE ISHIKAWA
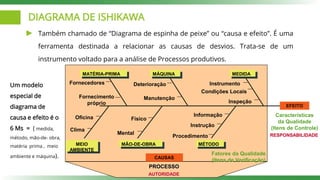
Tambémchamado de “Diagrama de espinha de peixe” ou “causa e efeito”. É uma
ferramenta destinada a relacionar as causas de desvios. Trata-se de um
instrumento voltado para a análise de Processos produtivos.
Inspeção
Condições Locais
Instrumento
Deterioração
Manutenção
Fornecedores
Fornecimento
próprio
Oficina
Clima
Físico
Mental
Informação
Instrução
Procedimento
MÉTODO
MÃO-DE-OBRA
MEIO
AMBIENTE
MATÉRIA-PRIMA MÁQUINA MEDIDA
CAUSAS
Fatores da Qualidade
(Itens de Verificação)
Características
da Qualidade
(Itens de Controle)
PROCESSO
AUTORIDADE
RESPONSABILIDADE
EFEITO
Um modelo
especial de
diagrama de
causa e efeito é o
6 Ms = ( medida,
método, mão-de- obra,
matéria prima , meio
ambiente e máquina).
6.
DIAGRAMA DE PARETO
Éum recurso gráfico utilizado para estabelecer uma ordenação nas causas
encontradas para um determinado efeito. Uma ferramenta útil sempre que
classificações gerais de problemas, erros e defeitos puderem ser
classificados para estudo e ações posteriores.
Seu propósito, no entanto, não é o de identificar causas e sim de
quantificá-las a fim de priorizar a ação que trará o melhor resultado.
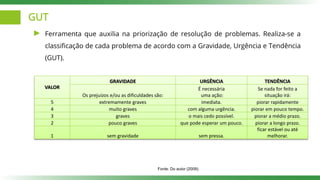
GUT
Ferramenta que auxiliana priorização de resolução de problemas. Realiza-se a
classificação de cada problema de acordo com a Gravidade, Urgência e Tendência
(GUT).
VALOR
GRAVIDADE URGÊNCIA TENDÊNCIA
Os prejuízos e/ou as dificuldades são:
É necessária
uma ação:
Se nada for feito a
situação irá:
5 extremamente graves imediata. piorar rapidamente
4 muito graves com alguma urgência. piorar em pouco tempo.
3 graves o mais cedo possível. piorar a médio prazo.
2 pouco graves que pode esperar um pouco. piorar a longo prazo.
1 sem gravidade sem pressa.
ficar estável ou até
melhorar.
Fonte: Do autor (2009).
9.
EXEMPLO DE APLICAÇÃODE GUT
PROBLEMA G U T GxUxT
Falta de motivação dos funcionários 3 3 3 27 6°
Alto índices de atrasos 5 4 4 80 2°
Deficiência na comunicação 3 4 4 48 4°
Falta de padrões na execução de tarefas semelhantes 5 3 4 60 3°
Baixa disponibilidade de informática 5 5 5 125 1°
Altos índices de insatisfação 5 4 2 40 5°
Fonte: Do autor (2009).
10.
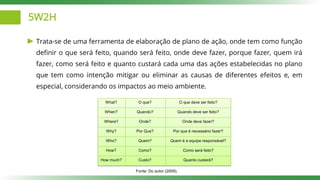
5W2H
Trata-se de umaferramenta de elaboração de plano de ação, onde tem como função
definir o que será feito, quando será feito, onde deve fazer, porque fazer, quem irá
fazer, como será feito e quanto custará cada uma das ações estabelecidas no plano
que tem como intenção mitigar ou eliminar as causas de diferentes efeitos e, em
especial, considerando os impactos ao meio ambiente.
What? O que? O que deve ser feito?
When? Quando? Quando deve ser feito?
Where? Onde? Onde deve fazer?
Why? Por Que? Por que é necessário fazer?
Who? Quem? Quem é a equipe responsável?
How? Como? Como será feito?
How much? Custo? Quanto custará?
Fonte: Do autor (2009).
11.
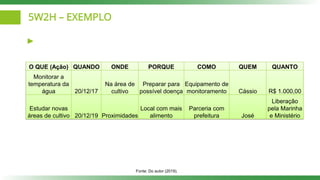
5W2H – EXEMPLO
OQUE (Ação) QUANDO ONDE PORQUE COMO QUEM QUANTO
Monitorar a
temperatura da
água 20/12/17
Na área de
cultivo
Preparar para
possível doença
Equipamento de
monitoramento Cássio R$ 1.000,00
Estudar novas
áreas de cultivo 20/12/19 Proximidades
Local com mais
alimento
Parceria com
prefeitura José
Liberação
pela Marinha
e Ministério
Fonte: Do autor (2019).
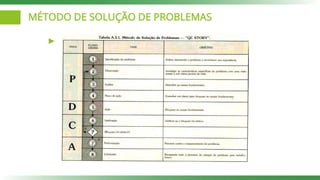
12.
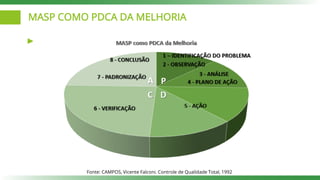
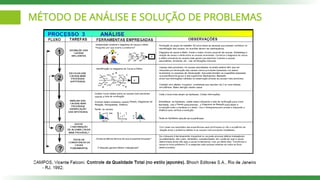
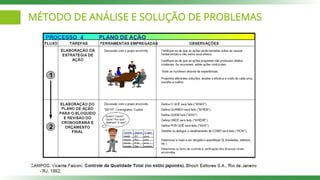
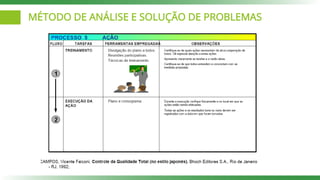
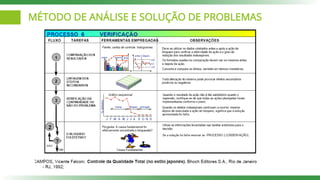
MASP COMO PDCADA MELHORIA
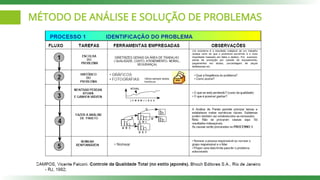
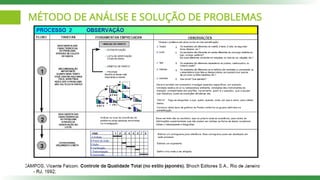
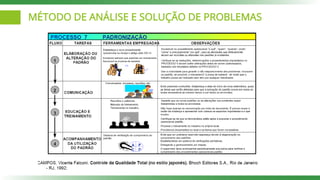
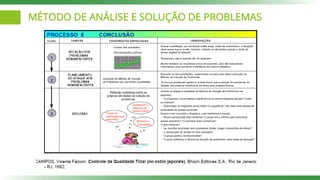
Fonte: CAMPOS, Vicente Falconi. Controle de Qualidade Total, 1992
13.
MÉTODO DE ANÁLISE
ESOLUÇÕES DE PROBLEMAS
MASP
MELHORIA REATIVA
FERRAMENTAS DA QUALIDADE
REFERÊNCIAS
BARNES, R.M. Estudode movimentos e de Tempos Projeto e Medida do Trabalho, 6ª Edição, Editora
Blucher, 1999.
CHIAVENATO, I. Planejamento e Controle da Produção, 2ª Edição, Editora Manole, 2008.
COSTA, A. C. F.; JUNGLES, A. E. O Mapeamento do Fluxo de Valor Aplicado a uma Fábrica de Montagem
de Canetas Simulada. XXVI ENEGEP, Fortaleza, 2006.
FERREIRA, J. C. E. Layouts de Sistemas de Manufatura. UFSC, 2021.
HUTCHINS, D. Just in Time. São Paulo: Atlas, 1993.
JURAN, J. M; GRYNA, F.M. Controle de Qualidade - Handbook - volume VI - Makron Books, 1993.
LIKER, J. K. O Modelo Toyota: 14 Princípios de Gestão. 1 ed. São Paulo: Bookman, 2005.
LOURENÇO FILHO, R. C. B. Controle Estatístico de Qualidade- LTC, 1986.
LUBBEN, R. T. Just in Time – Uma Estratégia Avançada de Produção. São Paulo: MacGraw-Hill, 1989.
MASP - Metodologia de Análise e Solução de Problemas. Equipe Grifo. 2. ed. São Paulo: Pioneira, 1997.
OHNO, T. O Sistema Toyota de Produção: Além da Produção em Larga Escala. São Paulo: Editora
Bookman, 1997.
SHINGO, S. Sistema Toyota de Produção: Do ponto de vista da engenharia de produção. Porto Alegre:
Bookman, 1996.
SILVA, A.V; COIMBRA, R.R. Manual de Tempos e Métodos. São Paulo. Hemus, 1980.
SLACK, Nigel et al. Administração da Produção. São Paulo: Atlas, 1999.
TUBINO, D. F. Planejamento e Controle da Produção. 1 ed, São Paulo, Atlas, 2007.