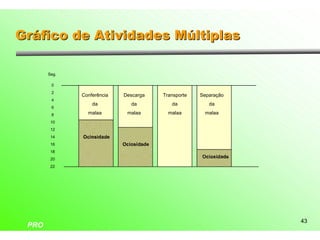
Este documento fornece um resumo dos principais conceitos e técnicas de Estudo de Tempos e Métodos (ET&M). Ele discute objetivos do ET&M, partes do processo como projeto de métodos e estudo de tempos, aplicações do ET&M, e conceitos como tempo produtivo versus tempo improdutivo. Também apresenta uma breve história do Taylorismo e princípios da administração científica, além de introduzir técnicas analíticas como fluxogramas, gráficos de atividade e diagramas homem-má