Tempos de preparo de sanduíches
•
2 gostaram•8,735 visualizações

1. O documento apresenta um estudo de tempo e métodos realizado em uma lanchonete para determinar o tempo necessário para preparar sanduíches. 2. Foram calculados os tempos normal, padrão e a quantidade de atendentes necessários para atender uma demanda prevista de 50 sanduíches em 1 hora.

Recomendados
Recomendados
Mais conteúdo relacionado
Mais procurados
Mais procurados (20)
Semelhante a Tempos de preparo de sanduíches
Semelhante a Tempos de preparo de sanduíches (20)
Último
Último (7)
Tempos de preparo de sanduíches
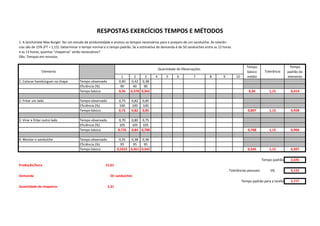
- 1. 1. A lanchonete Max Burger fez um estudo de produtividade e anotou os tempos necessários para o preparo de um sanduíche. As tolerân- cias são de 15% (FT = 1,15). Determinar o tempo normal e o tempo padrão. Se a estimativa de demanda é de 50 sanduíches entre as 12 horas e as 13 horas, quantos "chapeiros" serão necessários? Obs: Tempos em minutos. Tempo Tempo básico padrão do 1 2 3 4 5 6 7 8 9 10 médio elemento 1. Colocar hambúrguer na chapa Tempo observado 0,40 0,42 0,38 Eficiência (%) 90 90 90 Tempo básico 0,36 0,378 0,342 0,36 1,15 0,414 2. Fritar um lado Tempo observado 0,75 0,82 0,85 Eficiência (%) 100 100 100 Tempo básico 0,75 0,82 0,85 0,807 1,15 0,928 3. Virar e fritar outro lado Tempo observado 0,70 0,80 0,75 Eficiência (%) 105 105 105 Tempo básico 0,735 0,84 0,788 0,788 1,15 0,906 4. Montar o sanduíche Tempo observado 0,35 0,38 0,36 Eficiência (%) 95 95 95 Tempo básico 0,3325 0,361 0,342 0,345 1,15 0,397 Tempo padrão 2,645 Produção/hora 21,61 Tolerâncias pessoais 5% 0,132 Demanda 50 sanduíches Tempo padrão para a tarefa 2,777 Quantidade de chapeiros 2,31 RESPOSTAS EXERCÍCIOS TEMPOS E MÉTODOS Quantidade de Observações Elemento Tolerância
- 2. 2. Em uma fábrica de parafusos e porcas são produzidos conjuntos constituídos por um parafuso e uma porca que são embalados em caixas com 100 unidades. Para verificar se a caixa contém 100 parafusos, a caixa vazia é colocada sobre uma balança, e os conjuntos porca-parafuso são colocados na caixa até completar o peso determinado, após o que a caixa é colocada em um palete com 12 caixas. Determinar os tempos básicos (2 casas decimais), o tempo básico médio (2 casas decimais), o tempo padrão por elemento (3 casas decimais), o tempo padrão (3 casas decimais), o tempo de tolerâncias pessoais (3 casas decimais), o tempo padrão para a tarefa (3 casas decimais), a quantidade de pessoas por operação (balanceamento) com (2 casas decimais). Fazer o estudo para uma caixa por dia com os dados obtidos por cronometragem fornecidos a seguir. Os tempos do estudo estão em minutos. Atribuir um coeficiente de permissões de 20% para o trabalho como um todo. (FT = 1,20). Considerar 8h efetivamente trabalhadas por dia. Tempo Tempo básico padrão do 1 2 3 4 5 6 7 8 9 10 médio elemento 1. Fabricar uma porca Tempo observado 10,00 12,00 11,00 13,00 11,00 Eficiência (%) 110 110 110 110 110 Tempo básico 11,00 13,20 12,10 14,30 12,10 12,54 20% 15,048 2. Fabricar um parafuso Tempo observado 25,00 27,00 25,00 28,00 24,00 Eficiência (%) 95 95 95 95 95 Tempo básico 23,75 25,65 23,75 26,60 22,80 24,51 20% 29,412 3. Montar a porca no parafuso Tempo observado 5,00 7,00 6,00 8,00 7,00 Eficiência (%) 100 100 100 100 100 Tempo básico 5,00 7,00 6,00 8,00 7,00 6,60 20% 7,920 4. Pesar os conjuntos e encher Tempo observado 20,00 22,00 25,00 26,00 28,00 a caixa com 100 parafusos e co- Eficiência (%) 110 110 110 110 110 locar a caixa ao lado. Tempo básico 22,00 24,20 27,50 28,60 30,80 26,62 20% 31,944 5. Montar palete com 12 caixas. Tempo observado 9,00 10,00 11,00 9,00 10,00 Eficiência (%) 100 100 100 100 100 Tempo básico 9,00 10,00 11,00 9,00 10,00 9,80 20% 11,760 Qtde Tempo padrão 5270,924 Pess. Minutos Disponíveis.dia 480 Tolerâncias pessoais 5% 263,546 Tempo por caixa em min. 5534,470 1. Fabricar uma porca 1580,040 3,29 Tempo padrão para a tarefa 5534,470 Elemento Quantidade de Observações Tolerância Tempos em min.Dados
- 3. 2. Fabricar um parafuso 3088,260 6,43 3. Montar a porca no parafuso 831,600 1,73 4. Pesar os conjuntos e encher 33,541 0,07 a caixa com 100 parafusos e co- locar a caixa ao lado. 5. Montar palete com 12 caixas. 1,029 0,00 TOTAL 5534,470 11,53 Em geral a eficiência de sistemas físicos é menor do que 1 (um), já a eficiência em sistemas econômicos deve ser maior do que 1. A eficiência é dada por: e = Exercício 1 - Determinar a eficiência de um transformador elétrico que no processo de transformação recebe 850kWh e envia 830kWh: RESPOSTA: Input = 850 KWh e= = 0,9765 ou 97,65% Output = 830 KWh Exercício 2 - Determinar a eficiência de uma empresa que incorrem em custos de R$ 150.000, gerando uma receita de R$ 176.000: RESPOSTA: Input = 150000 KWh e= = 1,1733 ou 117,33% Output = 176000 KWh A produtividade pode ter diversos significados, dependendo do ponto de vista do observador e do objeto que está sendo analisado. Em operações é importante destacar dois termos centrais. O primeiro é a produtividade parcial, a qual pode ser entendida como: a relação entre o produzido (output) mensurado de alguma forma, com o que foi utilizado de recursos (input), conforme abaixo: Produtividade = Exercício 3 - Determinar a produtividade parcial de uma empresa que faturou R$ 70 milhões em um determinado ano, no qual 350 funcionários trabalharam em média 170 horas/mês. Output Input Output 830 850 176000 150000 Input
- 4. RESPOSTA: Produtividade = = = R$ 1.176,47 /funcionário/hora/mês Exercício 4 - Tendo em vista que a empresa do exemplo anterior produziu 1.400.000 toneladas do seu produto, qual a produtividade parcial da mão de obra? RESPOSTA: Produtividade = = = 23,53 ton./funcionário/hora/mês O segundo termo é a produtividade total, o qual é a relação entre o output total e a relação de todos os inputs utilizados, representando a relação total entre output e input do sistema. Exercício 5 - Seguindo com a mesma empresa, determinar a produtividade total, sabendo que essa empresa incorre em custos totais de R$ 66 milhões referentes a todos os inputs utilizados. RESPOSTA: Produtividade = = = 1,0606 ou 106,06% Exercício 6 - Determinar a produtividade total de uma empresa em que 35.000 peças foram vendidas a um preço de R$ 12,00/unidade, incorrendo em custos totais de R$ 357.000,00 RESPOSTA: Produtividade = = = 1,1765 ou 117,65% Em qualquer área da administração, assim como da gestão de operações, deve-se analisar indicadores para que se estabeleçam planos e ações de melhoria para a organização. 66000000 66000000 70000000 70000000 70000000 350 * 170 70000000 59500 35000 * 12 420000 357000 357000 1400000 1400000 350 * 170 59500