Baixado 118 vezes
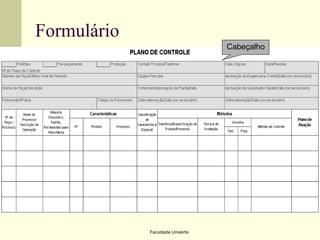
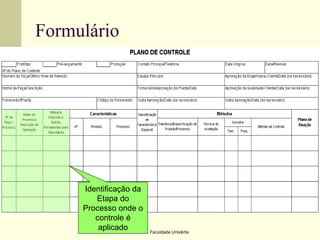
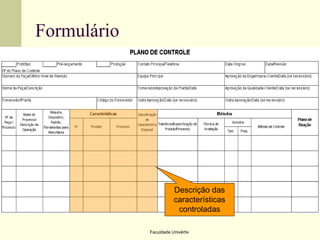
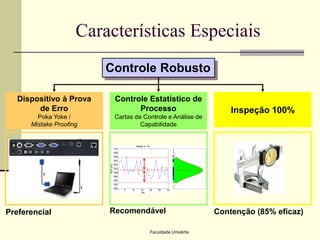
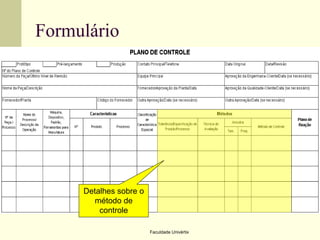
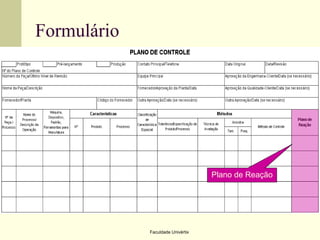
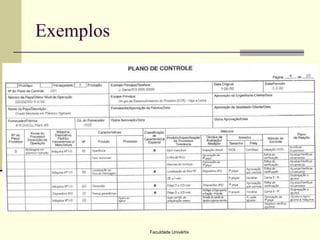
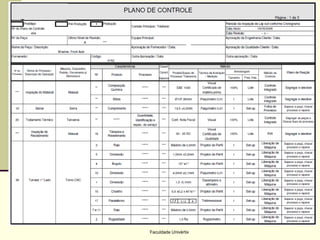
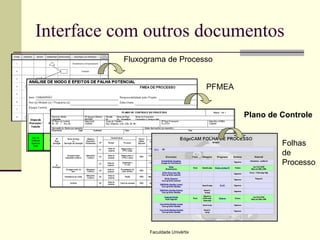
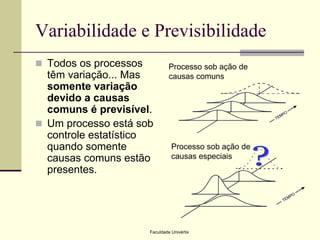
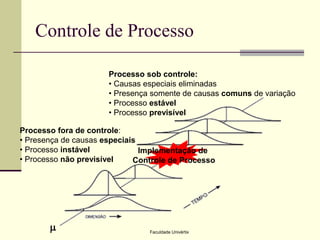
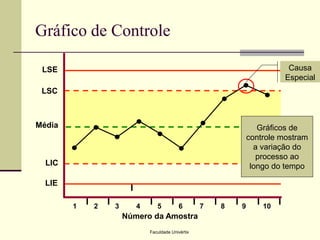
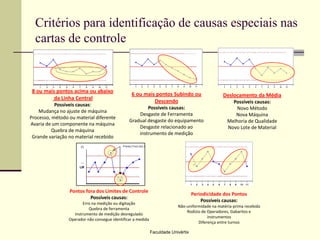
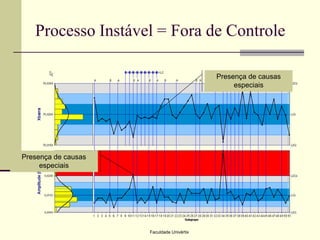
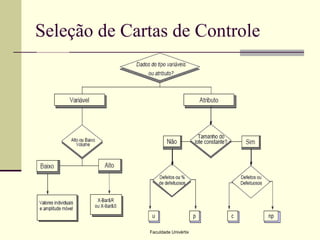
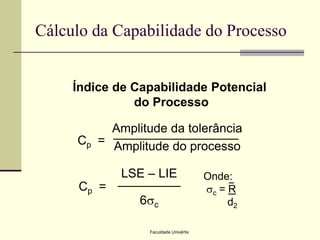
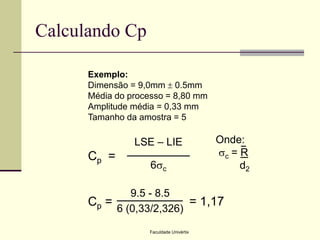
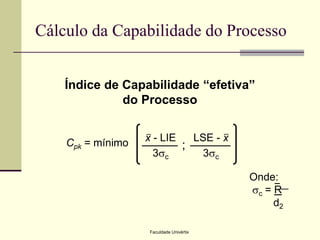
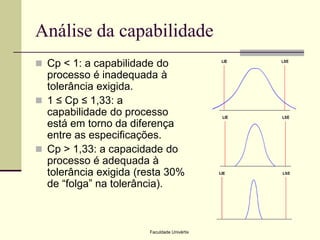
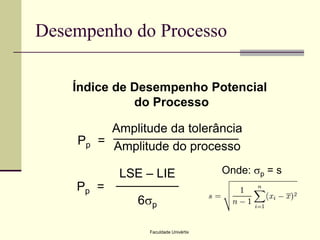
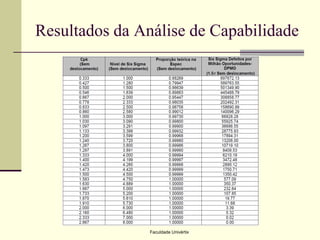

O documento apresenta três tópicos principais sobre controle de processo: (1) Plano de Controle, que descreve como derivar controles a partir de um FMEA e incluir técnicas à prova de erro; (2) Controle Estatístico de Processo, que introduz conceitos como variação, causas comuns e especiais, e cartas de controle; (3) Análise de Capabilidade de Processo, que explica como medir a capacidade de um processo atender especificações usando índices como Cp e Cpk.






























![Mello anthony despierta charlas sobre la espiritualidad [doc]](https://cdn.slidesharecdn.com/ss_thumbnails/melloanthony-despiertacharlassobrelaespiritualidaddoc-120502093358-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




































