Transferir como PDF, PPTX

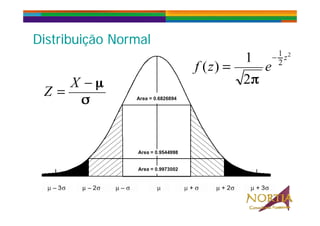
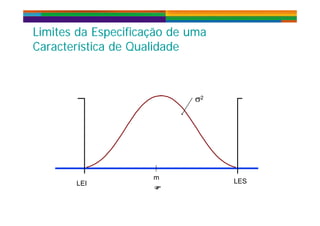
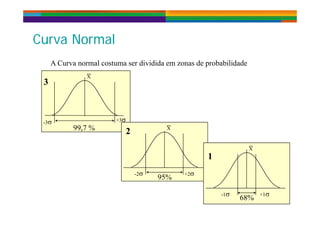
![Di t ib i ã N lDi t ib i ã N lDistribuição NormalDistribuição Normal
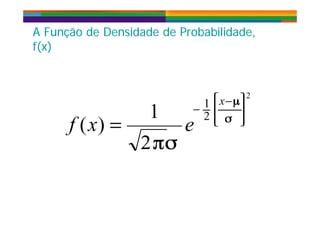
P(x) = constante 1/ e
-1/2[((x-)/2]
( )
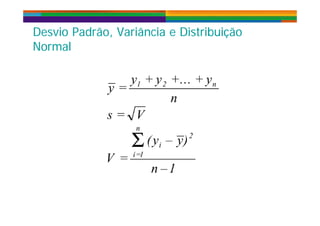
2 = (x-)2 = (x-)2/Np(x)
x/N2
](https://image.slidesharecdn.com/introengenhariadaqualidade-130814153556-phpapp02/85/Introducao-a-Engenharia-da-Qualidade-e-o-Metodo-Taguchi-23-320.jpg)
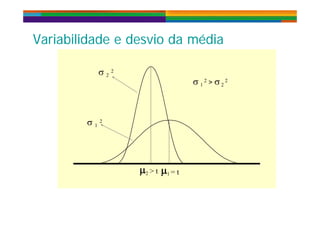
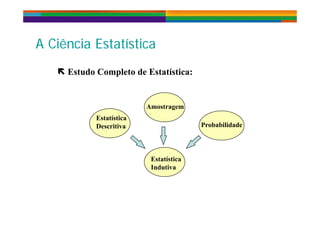
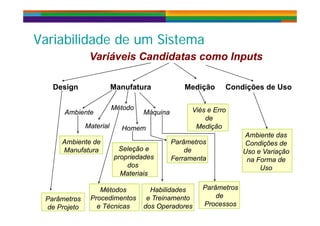
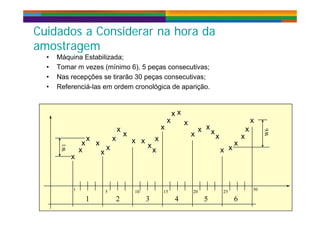
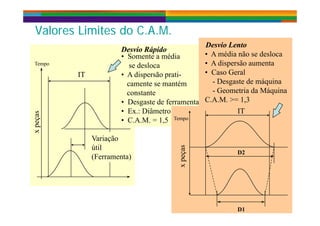
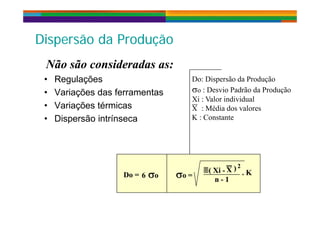
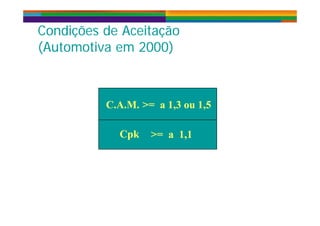
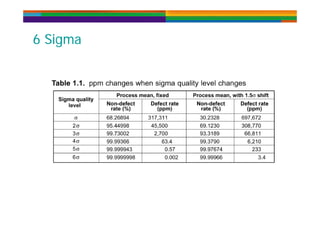
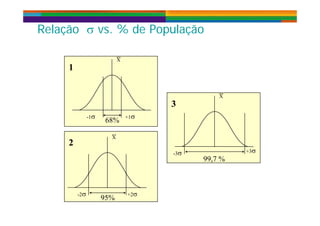
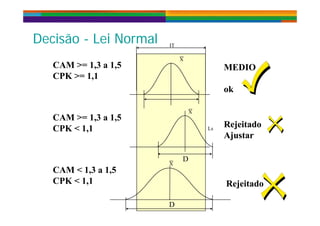
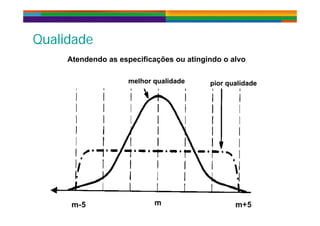
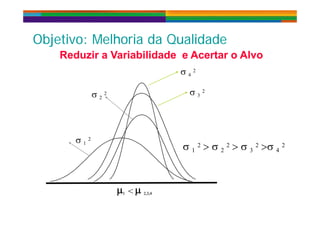
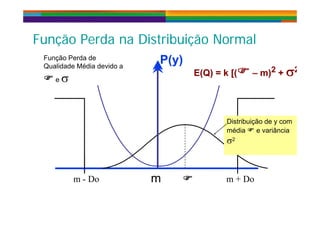
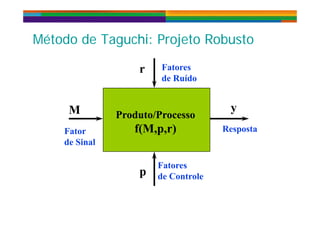
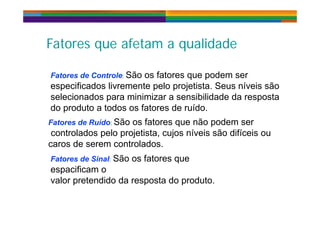
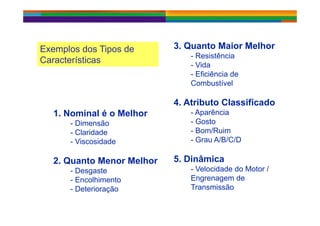
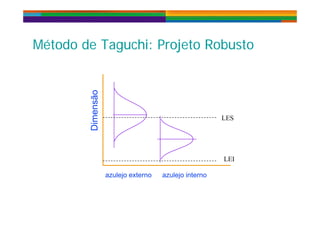
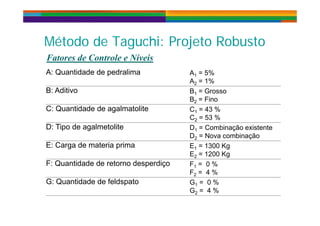
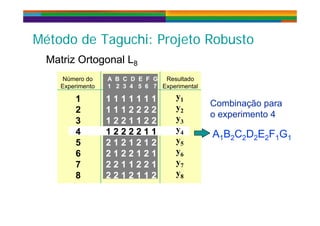

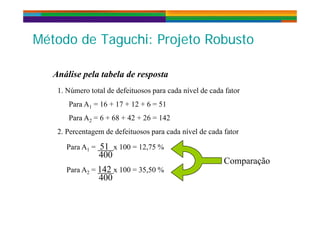
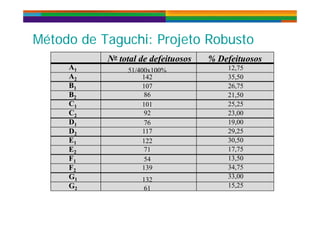
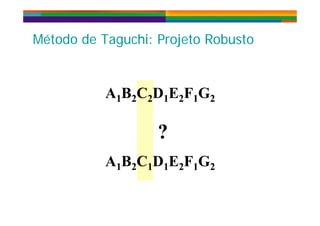
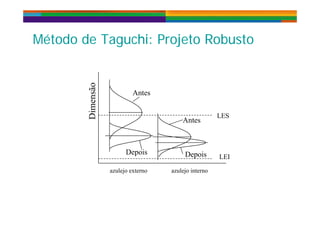
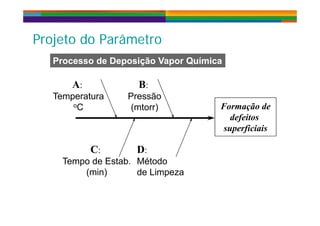
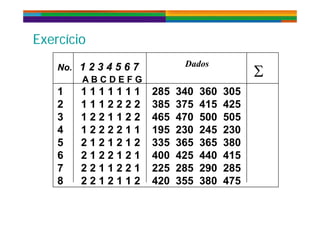
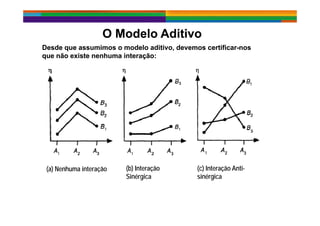
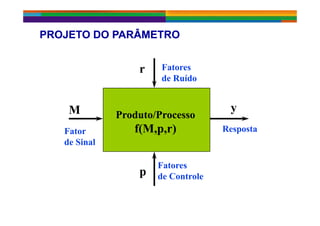

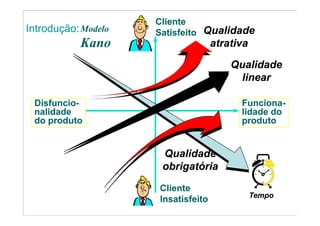
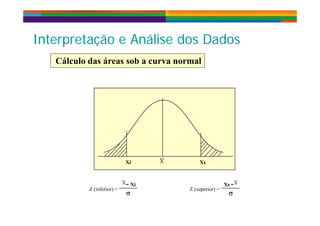
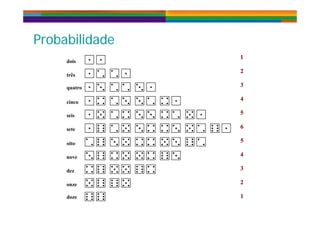
O documento discute engenharia da qualidade e o método Taguchi, abordando conceitos como: variabilidade, qualidade no projeto, capacidade de processos, projeto robusto e uso do MiniTab para análise. Apresenta ainda introdução sobre estatística, probabilidade e distribuição normal.














































































