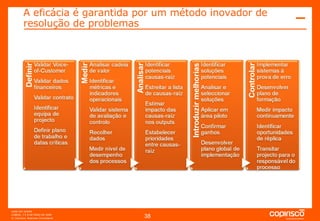
O documento descreve um seminário sobre Lean Six Sigma que ocorrerá em dois dias. A agenda inclui conceitos teóricos, definição de ferramentas, trabalhos de grupo, discussões de casos e implementação de processos Lean Six Sigma. O documento também explica os princípios e benefícios da metodologia Lean Six Sigma de melhoria contínua.




































































![[FM2S] Slides - Certificação Lean Seis Sigma White Belt.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/fm2sslides-certificaoleanseissigmawhitebelt-251109224856-9b957c82-thumbnail.jpg?width=640&height=640&fit=bounds)
















