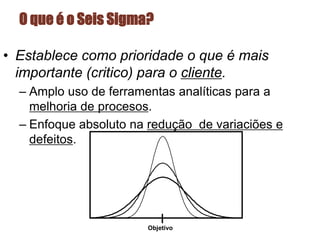
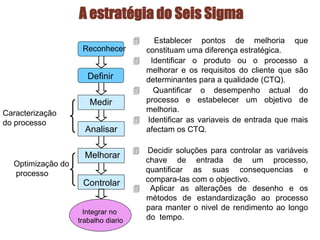
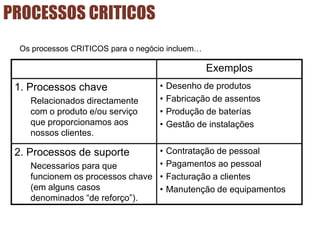

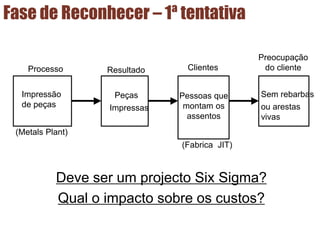
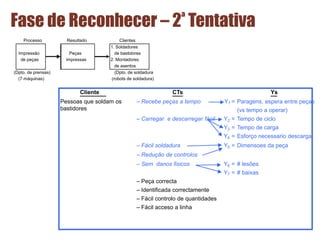
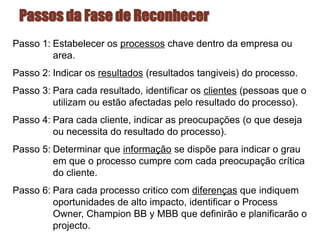

1) A estratégia do Seis Sigma visa melhorar os processos de negócio através da redução da variação e foco nas necessidades dos clientes. 2) Os principais passos do método Seis Sigma são reconhecer as oportunidades de melhoria, definir métricas, medir o desempenho atual, analisar as causas, melhorar os processos e controlar os ganhos. 3) A fase de reconhecer envolve identificar os principais processos, seus resultados, clientes impactados e suas principais preocupações para direcionar projet





























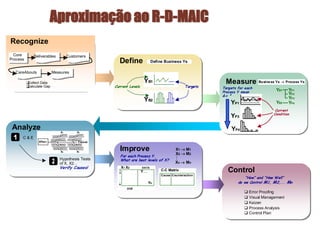
![[Masp] Analise de dados e ações](https://cdn.slidesharecdn.com/ss_thumbnails/maspanalisededadoseaesfatec-121009141849-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






















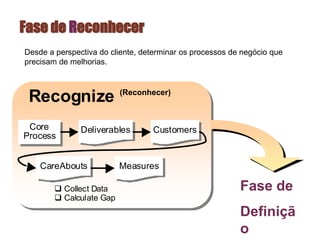
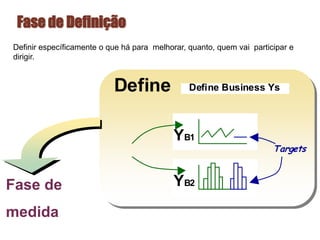
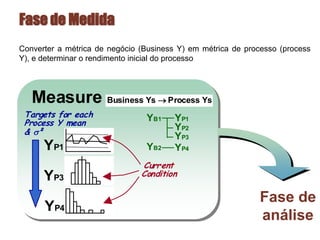
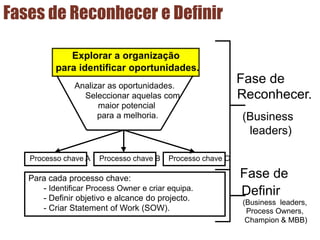
![[FM2S] Slides - Certificação Lean Seis Sigma White Belt.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/fm2sslides-certificaoleanseissigmawhitebelt-251109224856-9b957c82-thumbnail.jpg?width=640&height=640&fit=bounds)


































