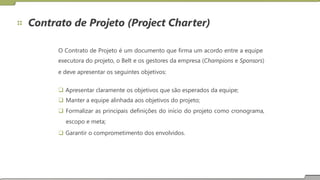
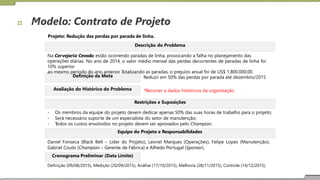
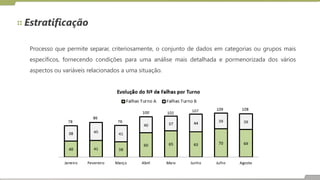
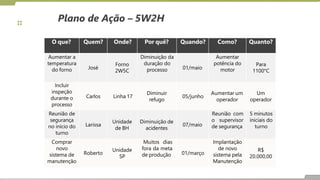
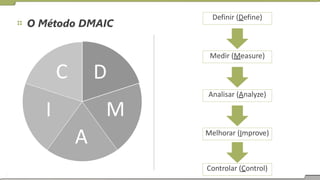
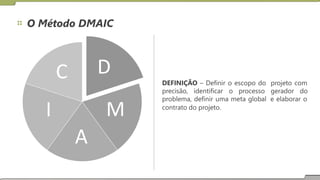
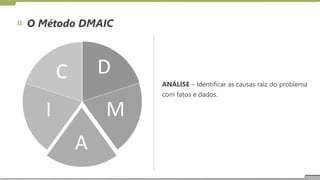
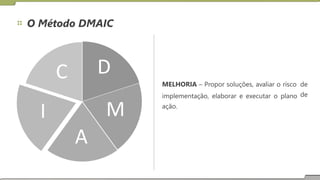
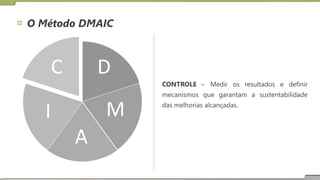
O documento fornece informações sobre um treinamento de Yellow Belt em Lean Seis Sigma. O treinamento visa formar profissionais capazes de auxiliar projetos de melhoria contínua utilizando conceitos básicos da metodologia Lean Seis Sigma. O programa é dividido em sete módulos que abordam fundamentos como Seis Sigma, Lean Manufacturing e a metodologia DMAIC para melhoria de processos.











![Certificação Seis Sigma - Requisitos
1. Fazer o treinamento de Green/Black Belt [Concluído]
2. Ser o líder Green Belt de um Projeto Seis Sigma
3. Apresentar projeto e se certificar Green Belt
Certificação
4. Ser o líder Black Belt de um Projeto Seis Sigma
5. Apresentar projeto e se certificar Black Belt](https://image.slidesharecdn.com/yellowbelt-230330172626-ec11fc72/85/Yellow-Belt-pptx-28-320.jpg)





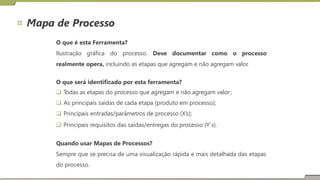
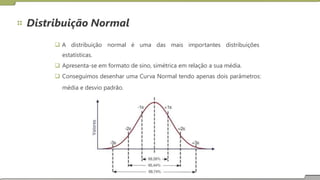
![Voz do Cliente (VOC)
A “Voz do Cliente” (VOC) é usada, no Lean Seis Sigma, para descrever as
necessidades do cliente interno e externo e suas percepções sobre o produto
ou serviço entregue a ele. Em um projeto de melhoria, os dados da
ajudam a equipe a:
Identificar as características críticas do processo, produto ou serviço;
Identificar uma métrica de medição das características definidas
cliente, para orientar e focar o projeto.
VOC
pelo
[Voz do Cliente]
Ouvir o Cliente Identificar a CTQ Definir a medição](https://image.slidesharecdn.com/yellowbelt-230330172626-ec11fc72/85/Yellow-Belt-pptx-49-320.jpg)