Baixado 88 vezes


![Quem Aplica a MetodologiaQuem Aplica a Metodologia
O custo da má qualidade (COPQ - cost of poor quality) éO custo da má qualidade (COPQ - cost of poor quality) é
comumente usado na indústria como um critério-chavecomumente usado na indústria como um critério-chave
para a seleção e avaliação dos projetos de Seis Sigma;para a seleção e avaliação dos projetos de Seis Sigma;
Por exemplo, os projetos de Black Belts (BB)Por exemplo, os projetos de Black Belts (BB)
normalmente economizam $250.000 ou mais, e osnormalmente economizam $250.000 ou mais, e os
projetos de Green Belts (GB) freqüentemente rendemprojetos de Green Belts (GB) freqüentemente rendem
economias entre $50.000 e $75.000 [2];economias entre $50.000 e $75.000 [2];
Tais números são impressionantes quando observadosTais números são impressionantes quando observados
isoladamente; sua influência na lucratividade geral e naisoladamente; sua influência na lucratividade geral e na
saúde econômica de uma companhia é ainda maissaúde econômica de uma companhia é ainda mais
impressionante quando observados coletivamente e noimpressionante quando observados coletivamente e no
contexto mais amplo dos outros números da companhia.contexto mais amplo dos outros números da companhia.](https://image.slidesharecdn.com/introduoa6sigma-140428155036-phpapp01/85/Introducao-a-6sigma-21-320.jpg)
![Seis Sigma e a LucratividadeSeis Sigma e a Lucratividade
O objetivo final da qualidade é o aumentoO objetivo final da qualidade é o aumento
da lucratividade;da lucratividade;
No ambiente competitivo atual asNo ambiente competitivo atual as
iniciativas devem justificar a si mesmasiniciativas devem justificar a si mesmas
economicamente;economicamente;
Peter Drucker [1] afirma que “o lucro nãoPeter Drucker [1] afirma que “o lucro não
é a explicação, causa ou razão física doé a explicação, causa ou razão física do
comportamento e das decisões docomportamento e das decisões do
negócio, mas o teste de sua validade”.negócio, mas o teste de sua validade”.](https://image.slidesharecdn.com/introduoa6sigma-140428155036-phpapp01/85/Introducao-a-6sigma-23-320.jpg)

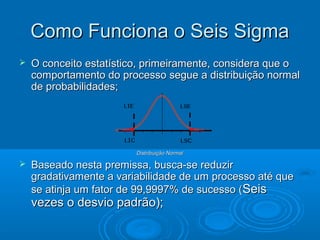
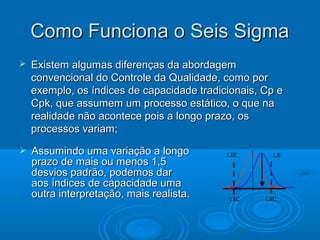
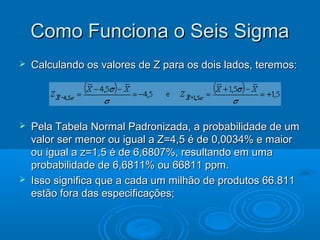
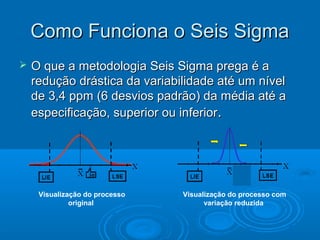
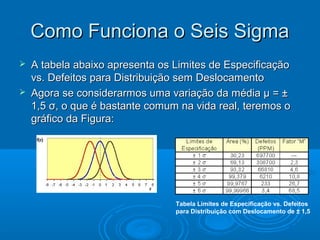
O documento fornece uma introdução sobre o processo Seis Sigma, explicando seus objetivos de reduzir tempo de ciclo, defeitos e aumentar satisfação do cliente. Também descreve a origem da metodologia na Motorola e General Electric e como funciona, visando reduzir a variabilidade dos processos até um nível de qualidade de 6 sigmas. Por fim, apresenta a abordagem DMAIC para aplicação do Seis Sigma.