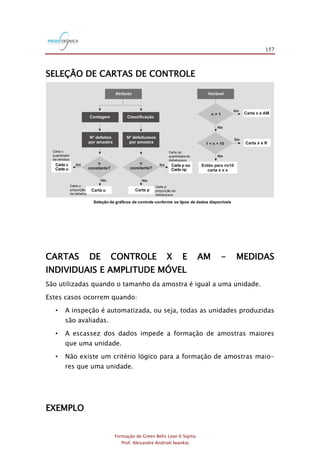
O documento apresenta um resumo sobre:
1) Formação de Green Belts em Lean Six Sigma, abordando conceitos como DMAIC e ferramentas estatísticas;
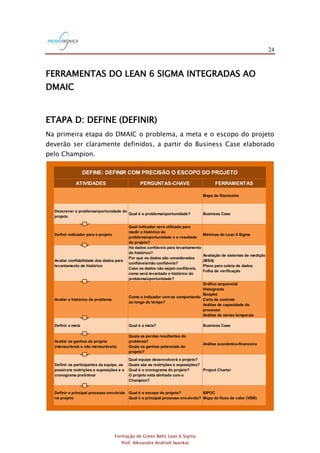
2) Detalhando as etapas do método DMAIC de Define, Measure, Analyze, Improve e Control;
3) Listando atividades, perguntas-chave e ferramentas utilizadas em cada etapa.







































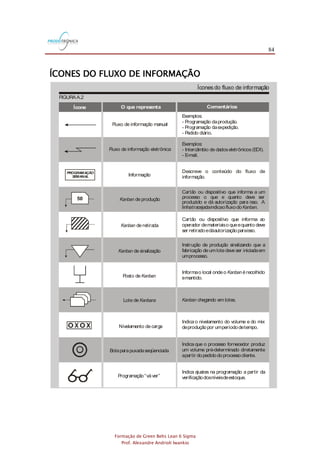



















































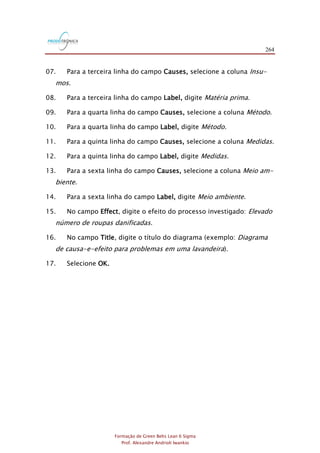
![166
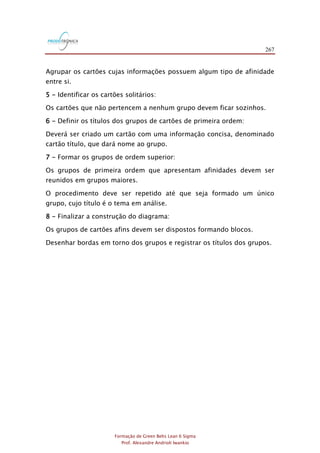
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
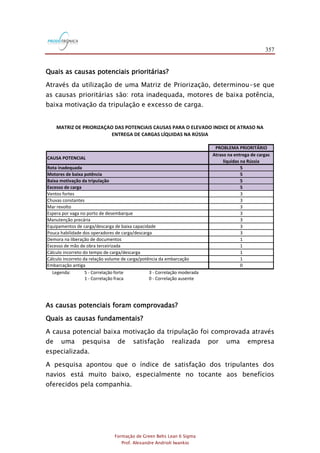
01. Selecione a opção Tools > Options > Control Charts and Quality
Tools
02. Clique no símbolo [+] ao lado deste comando e selecione a opção
Tests. A tela deverá ser preenchida da seguinte maneira:
03. Ative o primeiro teste e digite 3 no campo K;
04. Ative o segundo teste e digite 7 no campo K;
05. Ative o terceiro teste e digite 7 no campo K;
06. Ative o quinto teste e digite 2 no campo K. Os demais testes devem
permanecer com os valores definidos por default.](https://image.slidesharecdn.com/pucformacaodegreenbelts-140703184855-phpapp02/85/PUC-Formacao-de-Green-Belts-166-320.jpg)























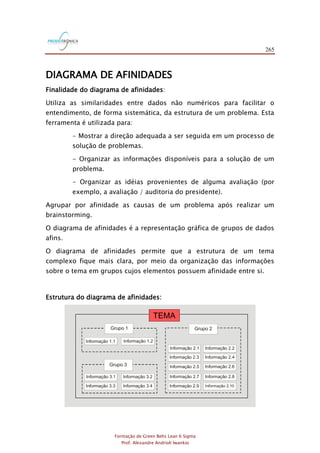
![193
Formação de Green Belts Lean 6 Sigma
Prof. Alexandre Andrioli Iwankio
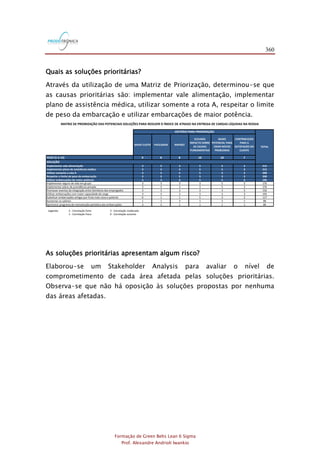
Faixa característica:
segundos229,6];[177,4
128,1
798,93
5,203;
128,1
798,93
5,203
128,1
AM3
x;
128,1
AM3
x
=
+
-=
=
+-
9,789,78
[177,5; 229,5]
Faixa de especificação:
[160; 250] segundos
A faixa característica do processo se encaixa com folga na faixa de
especificação.
Avaliação da capacidade do processo de atendimento por telefone
Cálculo do Cp:
73,1
69,86
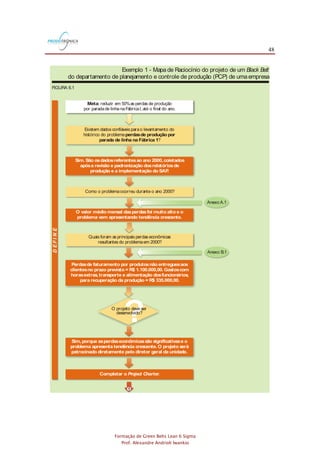
160250
128,1
AM6
LIELSE
Cp =
-
=
-
=
6x8,67
Observação:](https://image.slidesharecdn.com/pucformacaodegreenbelts-140703184855-phpapp02/85/PUC-Formacao-de-Green-Belts-193-320.jpg)