Transferir como PDF, PPTX
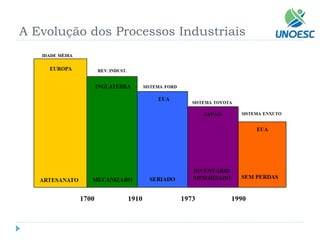




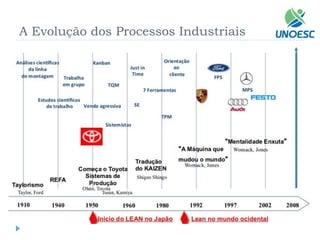
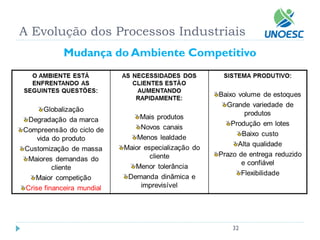








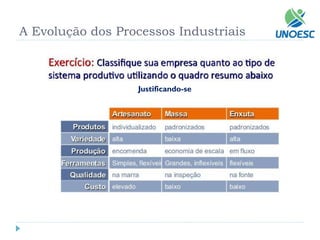
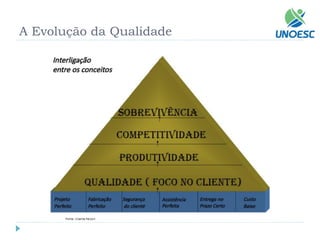
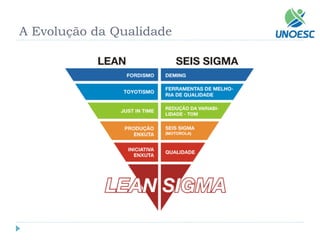
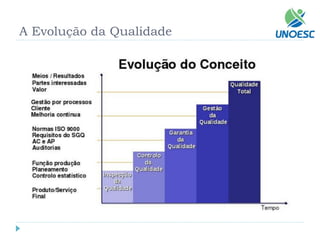
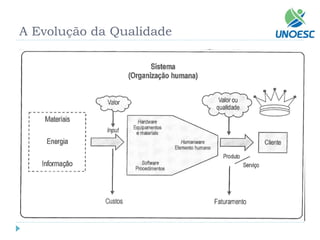





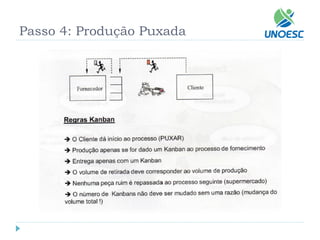
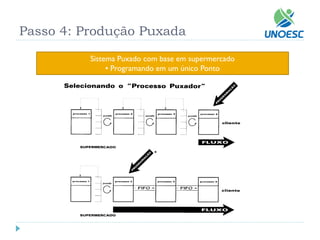
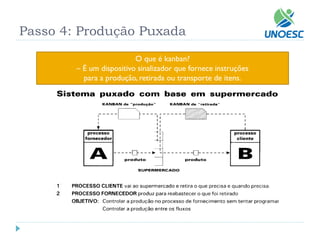
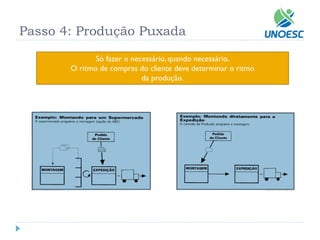
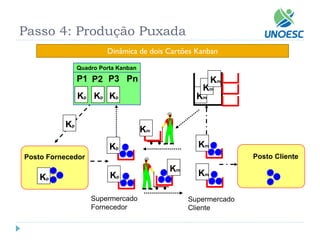
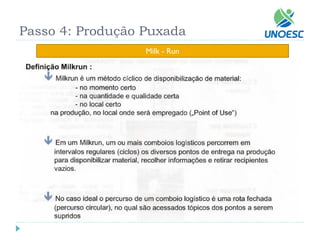
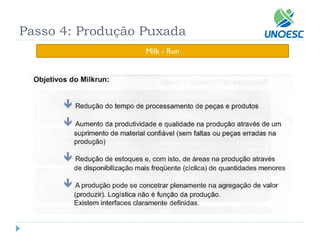

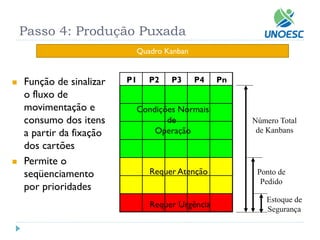





O documento apresenta a trajetória profissional e acadêmica de Luiz Felipe Cabral Cherem, com foco na evolução da qualidade e produtividade nas indústrias. Discute conceitos como TQC, Six Sigma, Lean e sua intersecção, enfatizando a importância da satisfação do cliente e da adaptação aos novos ambientes competitivos. Conclui que a busca pela competitividade requer uma constante evolução dos sistemas produtivos e da qualidade, aplicando os princípios do Lean e ferramentas como Kanban.























































































