Baixado 23 vezes
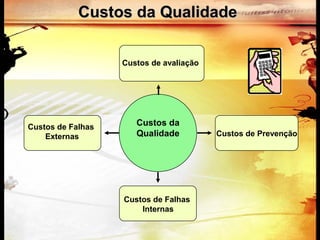
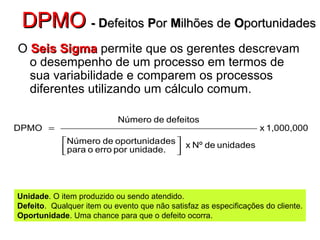
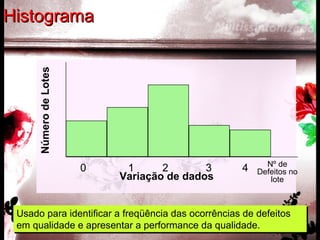
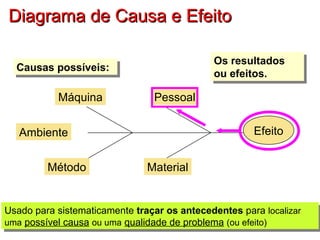
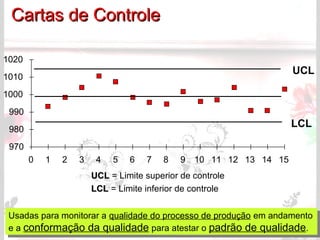
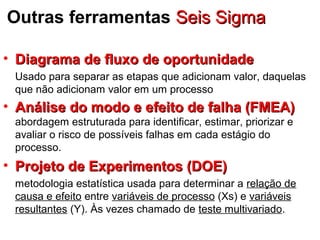
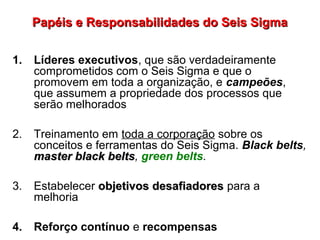
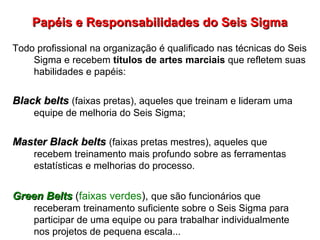
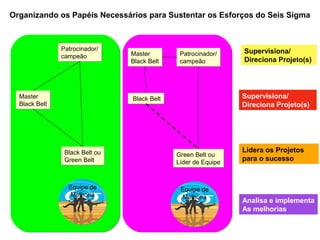


O documento discute vários tópicos relacionados à gestão da qualidade total, com foco no Seis Sigma. Ele aborda conceitos como gerenciamento da qualidade total, especificação da qualidade e custos de qualidade, qualidade Seis Sigma, sistema Shingo, ISO 9000 e benchmarking. Ferramentas analíticas como diagramas de causa e efeito, cartas de controle e projeto de experimentos são explicadas no contexto da melhoria contínua da qualidade.



































































![[FM2S] Slides - Certificação Lean Seis Sigma White Belt.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/fm2sslides-certificaoleanseissigmawhitebelt-251109224856-9b957c82-thumbnail.jpg?width=640&height=640&fit=bounds)