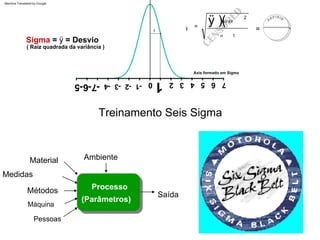
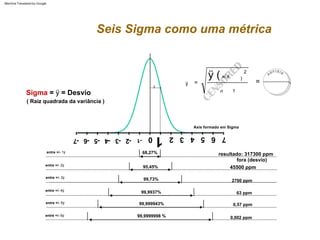
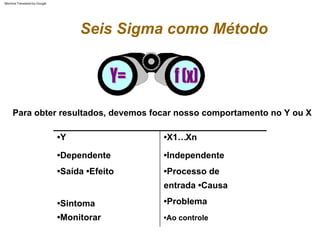
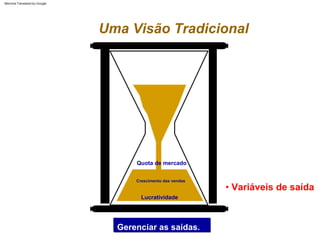
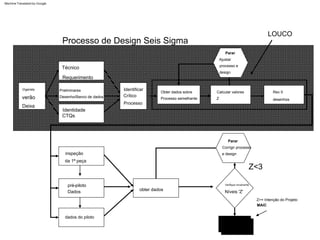
O documento aborda a metodologia Seis Sigma, que busca melhorar a qualidade, reduzir desvios e minimizar custos através da aplicação de ferramentas estatísticas. Ele destaca a importância de alcançar altos níveis de desempenho, minimizando a taxa de defeitos em processos e produtos. Além disso, discute a transformação de dados e a centralização de processos para garantir a qualidade e a satisfação do cliente.






























![[FM2S] Slides - Certificação Lean Seis Sigma White Belt.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/fm2sslides-certificaoleanseissigmawhitebelt-251109224856-9b957c82-thumbnail.jpg?width=640&height=640&fit=bounds)


