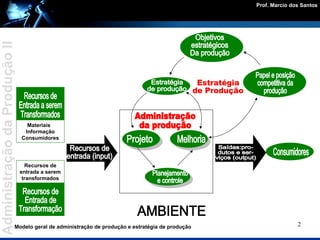
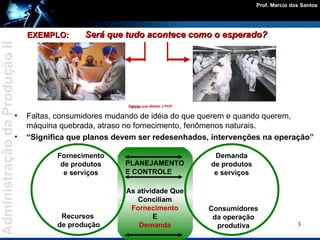
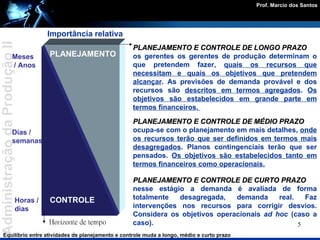
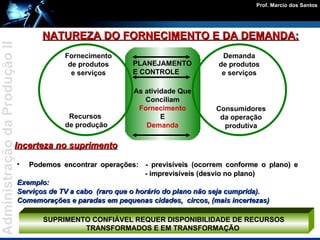
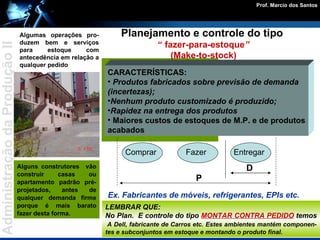
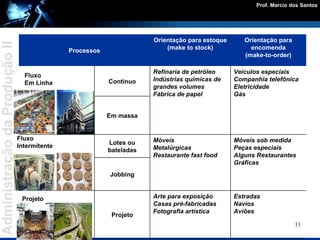
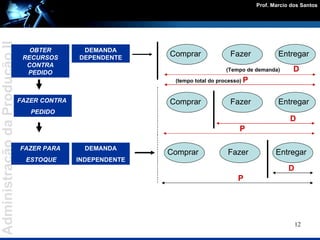
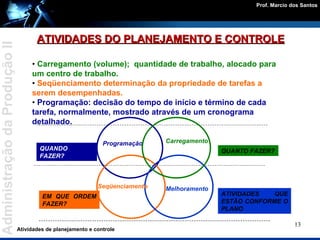
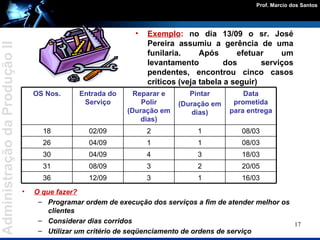
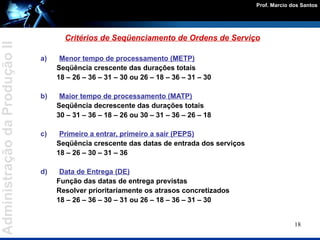
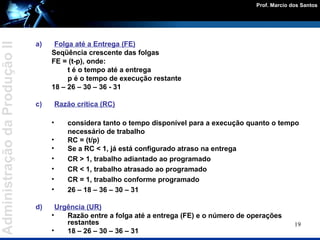
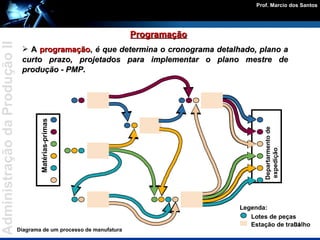
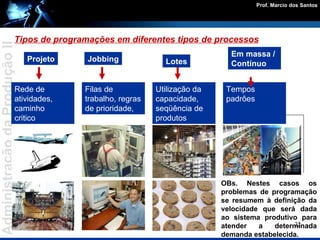
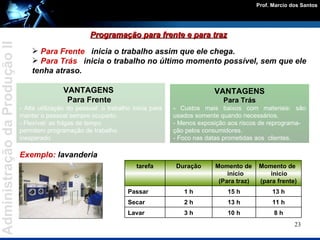
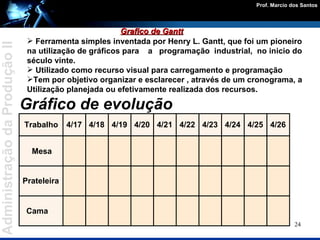
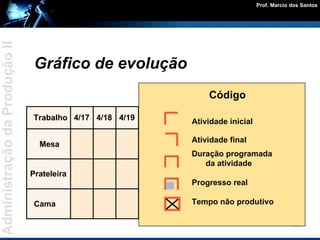
O documento discute os conceitos de planejamento e controle da produção. Aborda os diferentes tipos de planejamento de longo, médio e curto prazo e como eles lidam com a demanda e o fornecimento. Também discute critérios para sequenciamento de tarefas e programação da produção levando em conta fatores como tempo de processamento, data de entrega e urgência.


































































![CANTIGAS_DE_AMIG0_-_Quadro_síntese[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/cantigasdeamig0-quadrosntese1-260207173232-98c97f82-thumbnail.jpg?width=640&height=640&fit=bounds)


