Transferir como PDF, PPTX




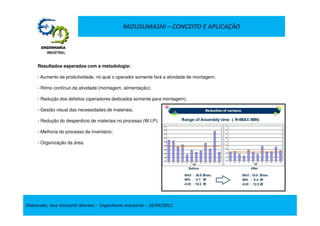

O documento explora o conceito japonês de 'mizusumashi', que se refere a um operador responsável pelo abastecimento interno de materiais em ambientes de produção, utilizando a sistemática 'milk run'. Apresenta os 10 mandamentos do mizusumashi, que visam elevar a produtividade, definir operações padrão e estabelecer um fluxo contínuo de materiais, resultando na redução de desperdícios e melhoria da organização. Expectativa da aplicação deste conceito inclui aumento da produtividade, ritmo contínuo na montagem e gestão visual eficaz das necessidades de materiais.

















![[Planejamento e controle da produ -o - tubino] lista de exerc-cios resolvidos](https://cdn.slidesharecdn.com/ss_thumbnails/planejamentoecontroledaprodu-o-tubinolistadeexerc-ciosresolvidos-150819234310-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)



































































