Baixado 58 vezes

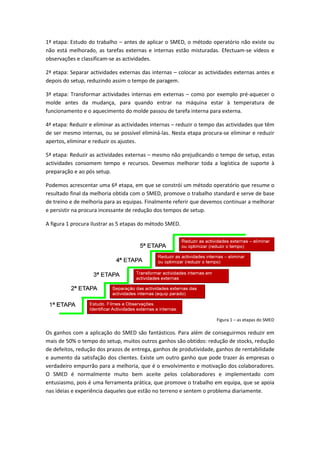


1) O método SMED (Single Minute Exchange of Die) visa reduzir drasticamente os tempos de configuração das máquinas através da separação das atividades de configuração em internas e externas. 2) Shigeo Shingo desenvolveu o método SMED na década de 1960 para a Toyota, reduzindo o tempo de configuração de uma prensa de 4 horas para 3 minutos. 3) A aplicação do método SMED traz inúmeros benefícios às empresas, como redução de stocks, defeitos, prazos de entrega, e aument