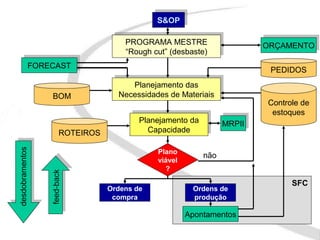
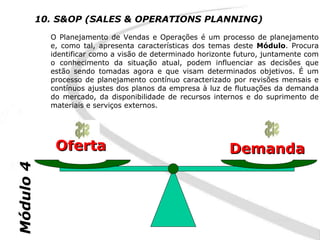
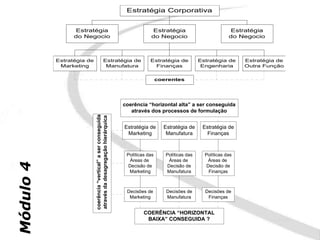
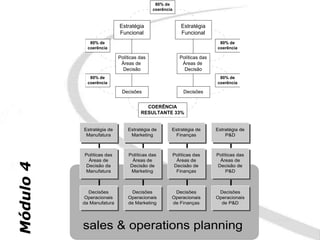
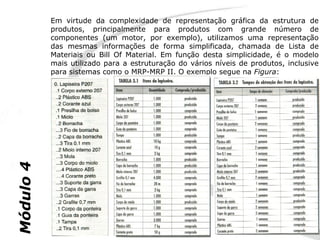
O documento discute logística de produção e estratégias de produção. Apresenta a logística como responsável pelo planejamento da produção e disponibilidade de materiais. Também discute objetivos de desempenho como custo, qualidade e flexibilidade. Apresenta o caso da IKEA, com sua filosofia de lojas auto-serviço de móveis de montagem fácil.