Baixado 72 vezes

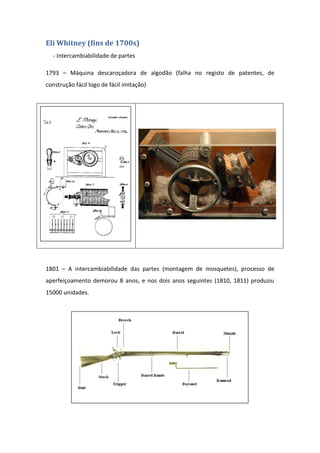




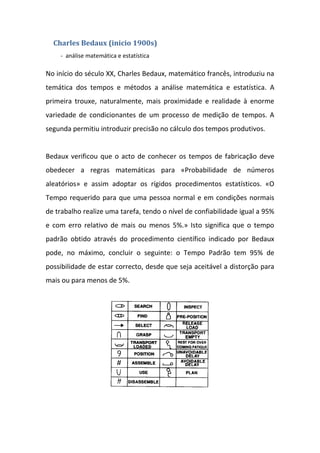





O documento fornece uma visão histórica sobre a gestão de operações, destacando contribuições de vários pioneiros, como Eli Whitney e Henry Ford, que introduziram conceitos como intercambiabilidade de peças e produção em massa. A obra analisa a evolução de métodos administrativos, desde a administração científica de Frederick Winslow Taylor até os princípios do lean management propostos por Eiji Toyoda e Taiichi Ohno. Os principais temas incluem a eficiência operacional, especialização dos trabalhadores e eliminação de desperdícios, contextualizando a importância dessas práticas na indústria moderna.











































































