1. O documento discute os conceitos e evolução da administração da produção, desde a produção artesanal até os modelos modernos como Just-in-Time e engenharia simultânea.
2. São apresentados novos conceitos em administração da produção como benchmarking, células de produção e comakership.
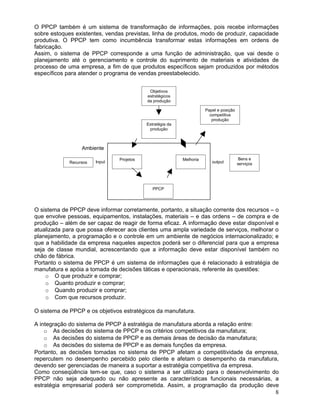
3. Explica a estrutura da administração da produção, dividida em funções centrais e de apoio, e conceitua sistemas de produção.