Baixado 175 vezes

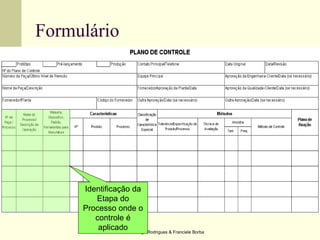
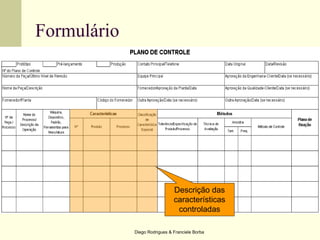
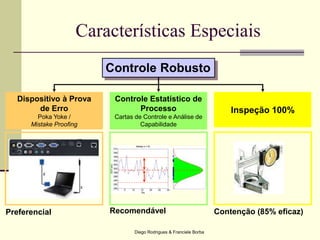
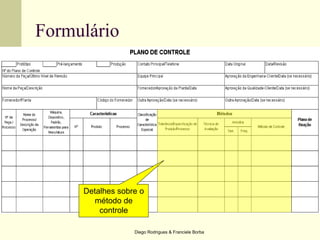
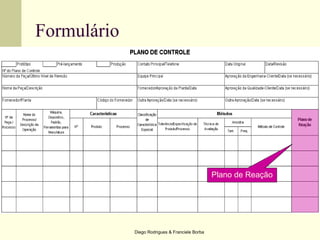
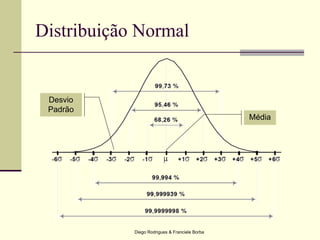
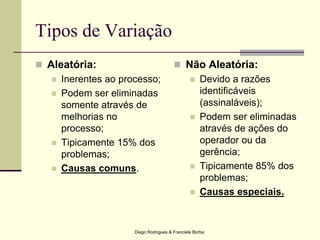
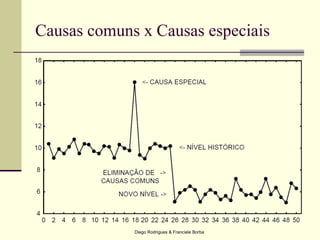
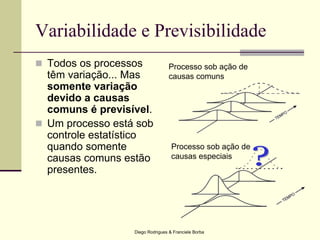
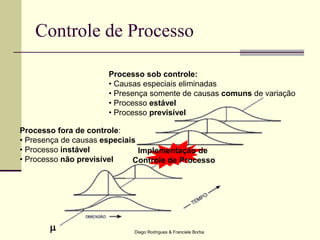
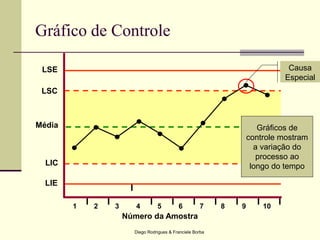
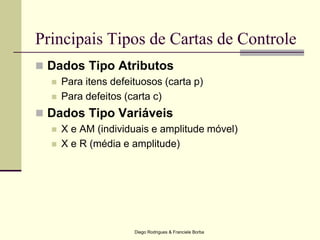
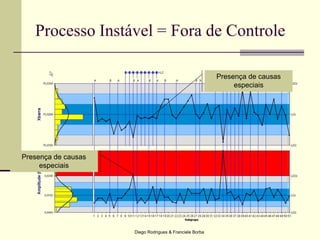
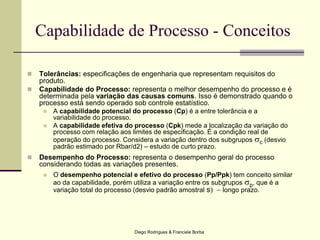
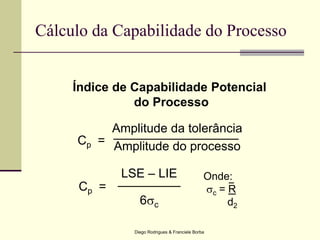
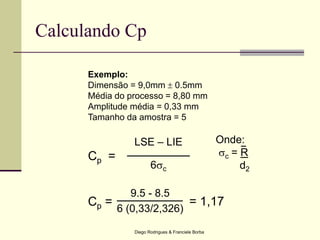
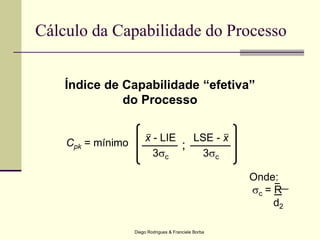
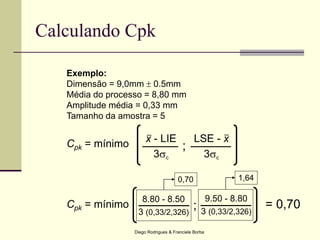
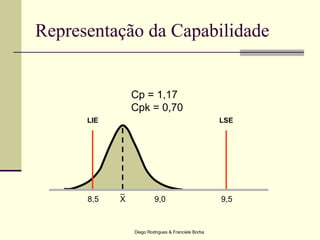
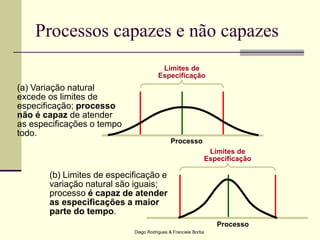

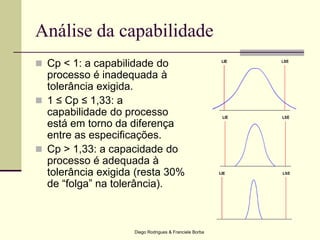
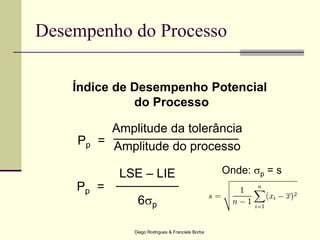

O documento apresenta os conceitos e técnicas de controle estatístico de processo, incluindo plano de controle, cartas de controle, análise de capabilidade de processo e índices como Cp e Cpk. É destacado que o objetivo é reduzir a variabilidade do processo através da identificação e eliminação de causas especiais de variação.











































![Cep -qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cep-qualidade1-111008160509-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

















![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





