







O documento aborda a segunda edição revisada do método CEP (Controle Estatístico de Processo), destacando sua importância para a melhoria contínua e prevenção de defeitos na produção. Ele apresenta uma estrutura de treinamento para operadores e inspetores de qualidade, abordando conceitos estatísticos, coleta de dados e elaboração de cartas de controle. A metodologia enfatiza a interação prática e a aplicação do conhecimento adquirido para controle efetivo dos processos produtivos.




























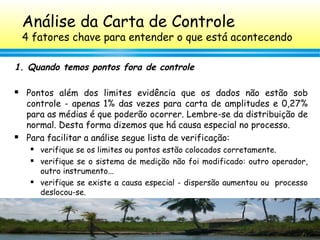
![Cep -qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cep-qualidade1-111008160509-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)






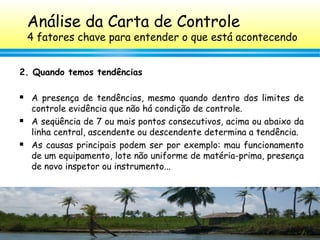
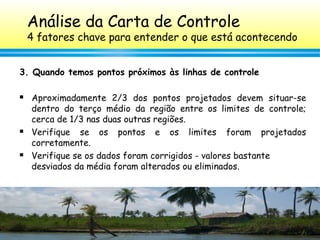
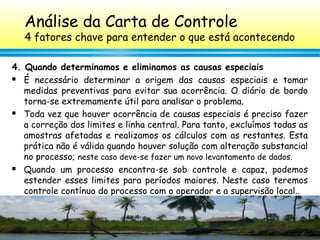
![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






































