Baixar para ler offline
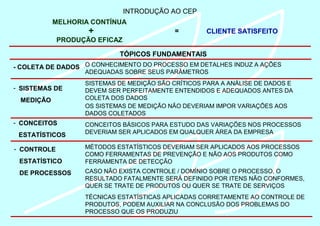
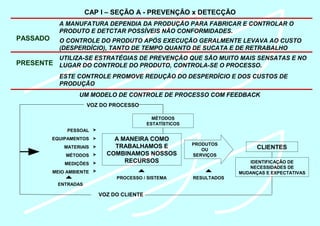
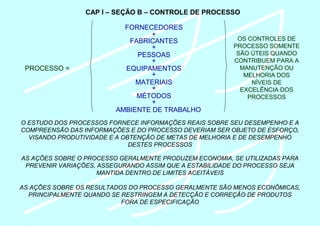
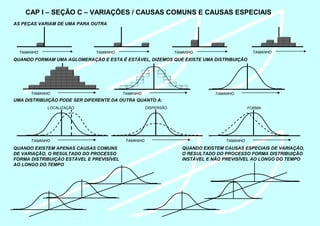
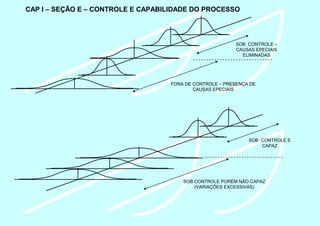
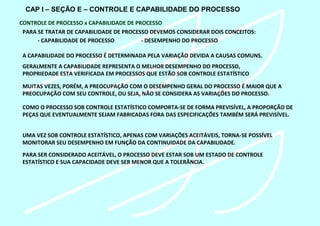
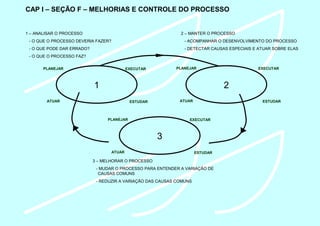
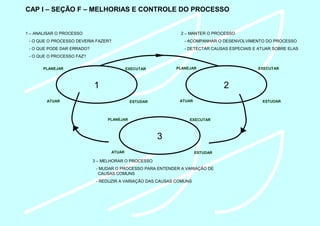

O documento discute os conceitos e técnicas do Controle Estatístico de Processos. Ele explica que o CEP envolve a análise e melhoria contínua dos processos por meio da coleta e análise de dados para identificar e reduzir variações causadas por causas comuns e especiais. O CEP visa manter os processos sob controle estatístico e melhorar sua capacidade para prevenir defeitos e satisfazer os clientes.











































![Controle+estatístico+da+qualidade[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controleestatsticodaqualidade1-140808015233-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

