Baixado 205 vezes


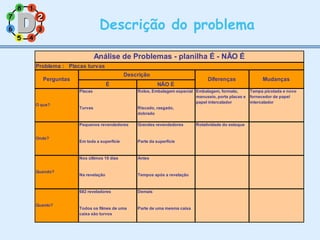
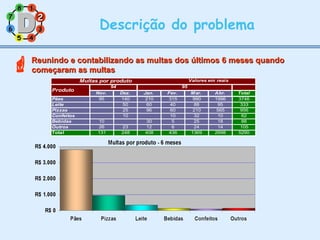

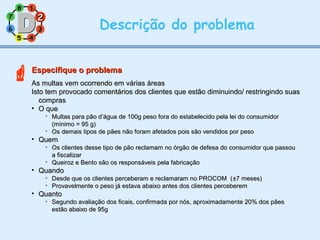
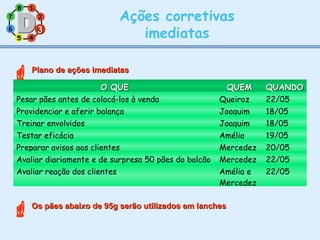
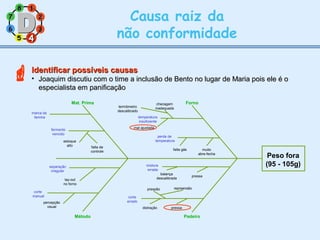

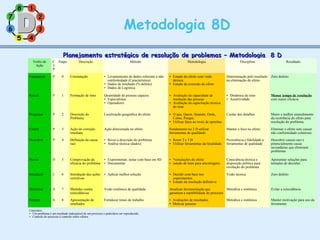

O documento descreve a metodologia de melhoria contínua 8D, que consiste em 8 etapas para solução sistemática de problemas. Inicialmente aborda a formação do time responsável pela análise do problema e a descrição detalhada do mesmo com base em perguntas como o que, quando, onde e quanto. Posteriormente explica a importância de ações corretivas imediatas para amenizar os efeitos do problema enquanto se busca a causa raiz.















































