Baixado 108 vezes


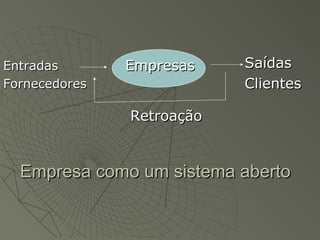
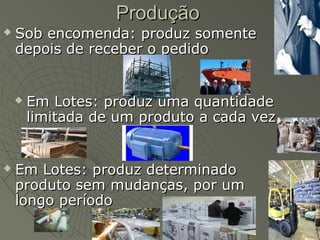
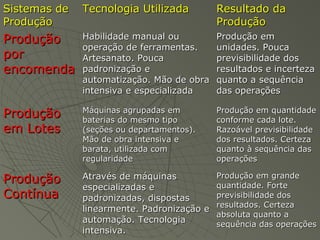

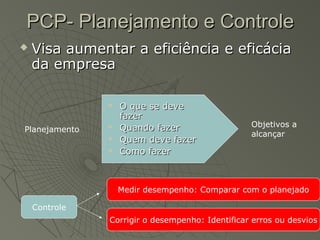
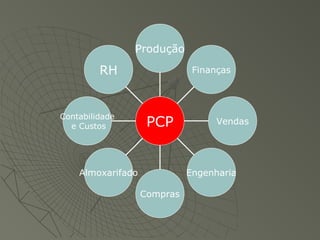
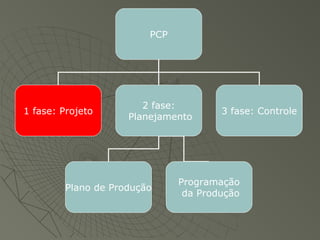
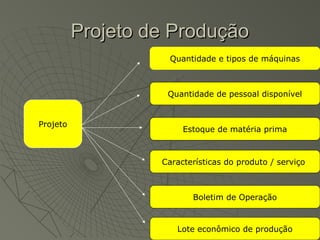
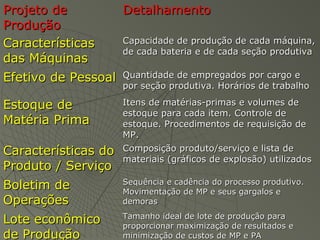


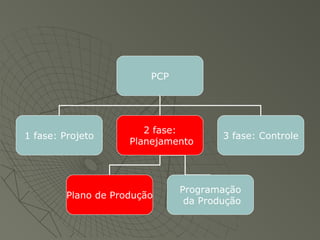
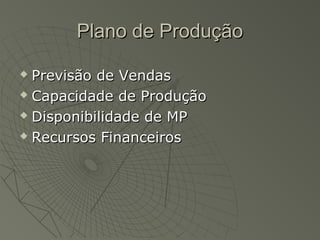

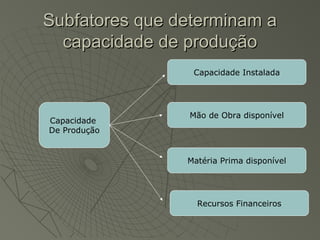
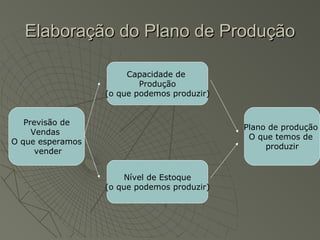
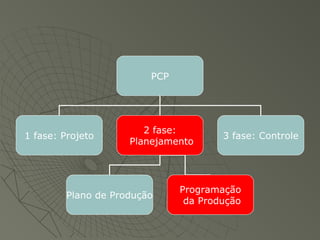
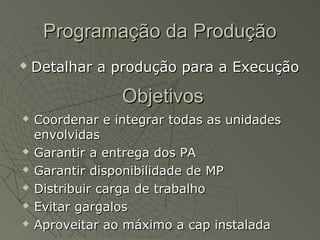
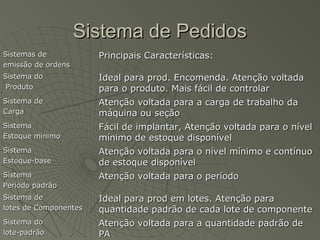
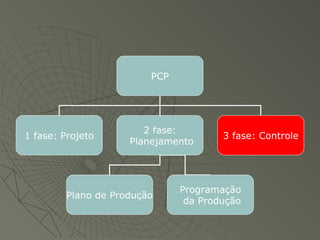
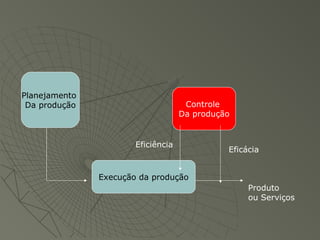
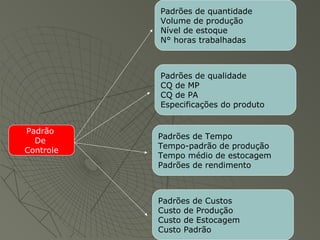
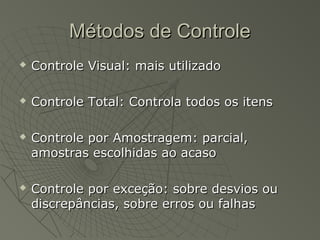
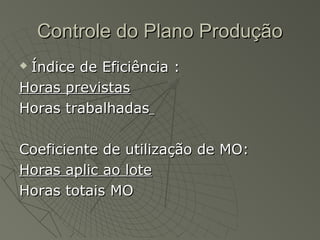
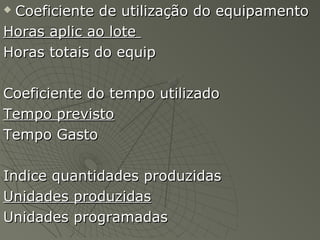

O documento discute planejamento e controle da produção em empresas. Aborda tópicos como tipos de produção, sistemas de produção, planejamento incluindo projeto de produção, programação da produção e controle. Explica a importância de planejar a produção com base na capacidade instalada, estoque e previsão de vendas para garantir a entrega dos produtos aos clientes.






























































