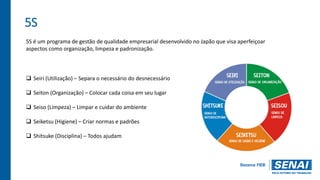
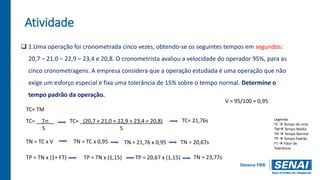
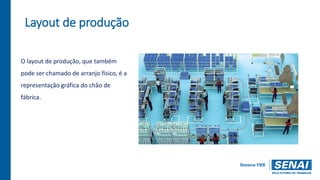
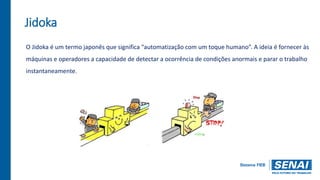
O documento fornece informações sobre Lean Manufacturing. Resume os principais conceitos da metodologia Lean, incluindo como surgiu no Japão pós-guerra, os oito tipos de desperdícios, as ferramentas Lean como 5S, trabalho padronizado e cronoanálise, e fornece exemplos de como aplicá-las.