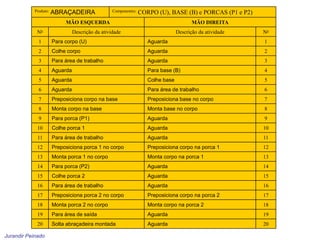
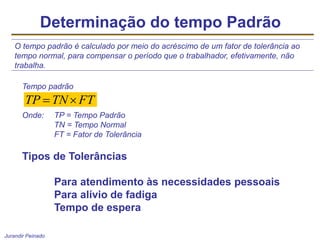
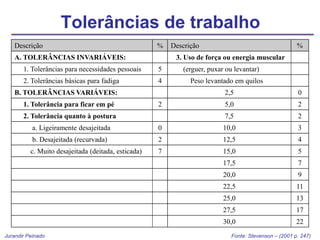
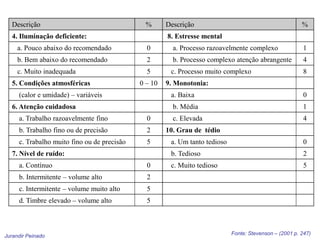
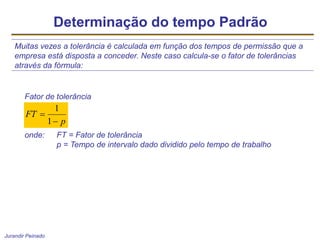
O documento discute técnicas de estudo de movimentos, tempos e métodos para a administração da produção. Aborda o diagrama de movimentos simultâneos para analisar atividades produtivas, a cronoanálise para medir tempos padrão de operações e o cálculo de fatores de tolerância de trabalho. O objetivo é fornecer uma visão científica do gerenciamento das atividades de produção.