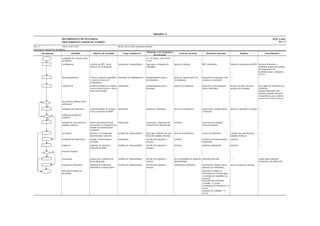
O documento descreve o processo de mapeamento de processos produtivos, definindo conceitos e apresentando um exemplo prático. Em três frases ou menos: O mapeamento de processos é uma ferramenta útil para melhorar a gestão através da compreensão e otimização das atividades. Ele envolve descrever sequencialmente as tarefas de um processo por meio de fluxogramas e identificar controles e responsabilidades. Um exemplo mostra o mapeamento do processo de recebimento de materiais em uma fábrica com objetivos como receber ou devolver carga em